
光学測定機とは?非接触3次元測定の原理と現場導入の判断基準
光学測定機の基本原理である構造化光投影と光学トラッキングを解説。接触式CMMとの違い、ISO 10360準拠の精度担保、ハンドヘルド型とトラッキング型の選び方まで、技術視点で整理する。
Meta Description: 光学測定機の基本原理である構造化光投影と光学トラッキングを解説。接触式との違い、ISO 10360準拠の精度担保、ハンドヘルド型とトラッキング型の選び方まで、技術視点で整理する。
ある自動車Tier1サプライヤのプレス工程では、金型交換のたびに初品検査でラインが30分以上止まっていた。接触式三次元測定機のプローブが届かない奥まった形状が多く、測定室へ運ぶ時間も無視できない。こうした現場のボトルネックを解消する手段として、非接触の光学測定機が急速に普及している。本記事では、光学測定機の動作原理、精度を支える仕組み、類似技術との違い、そして実際の選定で何を判断軸にすべきかを、技術解説としてまとめる。
光学測定機とは
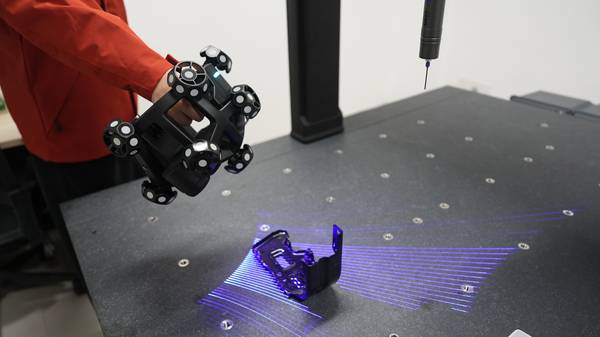
光学測定機は、対象物に光を投影し、その反射光や変形パターンをカメラで捉えて三次元形状を非接触で数値化する装置の総称である。工業計測の分野では、大きく二つの方式が主力となっている。一つは構造化光投影方式、もう一つは光学トラッキング方式だ。
選定項目と現場確認
| 確認項目 | 判断ポイント | 導入メモ |
|---|---|---|
| 光学測定機とは | 光学測定機は、対象物に光を投影し、その反射光や変形パターンをカメラで捉えて三次元形状を非接触で数値化する装置の総称である。 | 工業計測の分野では、大きく二つの方式が主力となっている。 |
| 精度を支える二つの要素:計量標準と環境耐性 | 光学測定機の測定データを品質保証のエビデンスとして使うには、国際的な計量標準への準拠が欠かせない。 | 欧米の製造現場では、ISO 10360が測定機の長さ測定誤差や形状誤差を規定し、ASME GD&Tがデータムや輪郭度公差の解釈を統一している。 |
| 接触式三次元測定機との違い | 従来の接触式三次元測定機(CMM)は、プローブを物理的に当てて点ごとに座標を取得する。 | そのため、柔らかい素材や微細な形状、深穴の底部など、プローブが届かない箇所の測定が難しい。 |
| 光学測定機が力を発揮するシーン、不向きなシーン | 光学測定機の導入効果が特に大きいのは、以下のような現場だ。 | 逆に、次のようなケースでは光学測定機だけでは対応が難しく、接触式やCTスキャンとの併用が現実的だ。 |
構造化光投影は、青色LEDやレーザー光源から縞状のパターンをワークに照射し、その歪みを高解像度カメラで撮影、三角測量の原理で点群データを生成する。縞の変形量から表面の起伏を計算するため、短時間で高密度の点群が得られる。一方、光学トラッキングは、スキャナと対象物の相対位置をリアルタイムで追跡する技術で、広い空間や移動しながらの測定でも座標系を維持できる。この二つを組み合わせることで、据え置き型の測定機では難しかった大型ワークや、生産ラインに据え付けられた状態での計測が実用的になる。
精度を支える二つの要素:計量標準と環境耐性
光学測定機の測定データを品質保証のエビデンスとして使うには、国際的な計量標準への準拠が欠かせない。欧米の製造現場では、ISO 10360が測定機の長さ測定誤差や形状誤差を規定し、ASME GD&Tがデータムや輪郭度公差の解釈を統一している。光学測定機を導入する際は、これらの標準に基づいた精度検証と、校正証明書のトレーサビリティが購買判断の材料になる。
もう一つ、現場で見過ごせないのが環境耐性だ。工場の温度変化や床面の振動、外乱光の影響を受けにくい設計であること、そして測定室だけでなく実際の生産現場で使える可搬性が、計測のワークフローを大きく左右する。軽量なハンドヘルド型であれば、オペレーターが対象物に近づいてスキャンでき、大型のトラッキング型であれば、基準点の貼付作業を減らしながら広範囲をカバーできる。
接触式三次元測定機との違い
従来の接触式三次元測定機(CMM)は、プローブを物理的に当てて点ごとに座標を取得する。そのため、柔らかい素材や微細な形状、深穴の底部など、プローブが届かない箇所の測定が難しい。また、測定に時間がかかり、温度管理された測定室での運用が前提となるケースが多い。
光学測定機は非接触であるため、こうした制約を回避できる。面としてデータを取得するため、形状全体の偏差マップを短時間で生成でき、リバースエンジニアリングや工程内検査との親和性が高い。一方で、鏡面に近い高反射面や透明体、深く狭い溝の底部など、光学的に困難な対象も存在する。どちらの技術が適しているかは、測定対象の材質、要求精度、サイクルタイムによって変わる。
光学測定機が力を発揮するシーン、不向きなシーン
光学測定機の導入効果が特に大きいのは、以下のような現場だ。
- 金型の摩耗検査や初品検査で、短時間に多数の寸法を検証したい
- 大型の溶接構造物や組立途中のアセンブリを、据え付けたまま測定したい
- 摩耗部品や旧型部品の形状をデジタル化し、再製造や修理に活用したい
- 生産ラインに計測工程を組み込み、全数検査に近い頻度で傾向管理したい
逆に、次のようなケースでは光学測定機だけでは対応が難しく、接触式やCTスキャンとの併用が現実的だ。
- 内部形状や隠れた空洞部の寸法を正確に取りたい
- 透明体や鏡面仕上げの部品で、スプレー処理が許容されない
- サブミクロン単位の超高精度が要求されるゲージ校正
選定時に確認すべき四つの判断軸
光学測定機の機種選定では、以下の四つを順に検討すると判断がぶれにくい。
- 測定対象のサイズとアクセス性
手のひらサイズの部品から数メートル級の構造物まで、必要な測定ボリュームは大きく異なる。ハンドヘルド型は細部の再現性に優れ、小型から中型の部品に適する。トラッキング型は広い空間をカバーし、基準点の貼付や位置合わせの手間を減らせる。
- 要求精度と公差
数十ミクロン単位の確からしさが求められる金型検査やGD&T検証では、計量級の精度が明示された機種が必要になる。広域測定や動的追従を優先する場合は、絶対精度よりも相対位置の再現性や工程内での傾向監視に重きを置くことになる。
- 測定環境と可搬性
温度変化や振動、粉塵のある現場で使うのか、空調の効いた測定室で使うのか。可搬性を重視するなら軽量ハンドヘルド型、据付状態の大型ワークを測るなら無線トラッキング型が候補になる。
- データの活用目的
寸法検査なのか、リバースエンジニアリングなのか、ロボット誘導や自動化セルとの連携なのか。目的によって、必要なデータ形式やソフトウェアの互換性が変わる。
INSVISIONの光学測定機:AlphaVistaとX-Track
INSVISIONは、光学測定機の開発において「精度・可搬性・環境耐性」の三つを設計の軸としている。その考え方は、ハンドヘルドスキャナ「AlphaVista」と、無線光学トラッキングシステム「X-Track」に直接反映されている。
AlphaVistaは、50本の青色クロスレーザーを搭載したハンドヘルド型スキャナである。青色構造化光の採用により、工場内の蛍光灯や外光などの外乱光への耐性を高め、高反射金属面でも安定したデータ取得を可能にしている。質量は1070gに抑えられ、長時間の測定作業でもオペレーターの疲労を軽減する。0.020mmの計量級精度を持ち、微細なGD&Tコールアウトの検証から、深穴や狭い隙間の形状取得、中型部品のリバースエンジニアリングまで、一台で対応できる。
X-Trackは、無線光学トラッキング方式を採用したシステムで、ケーブルによる動作制限を解消し、大型部品の測定時に必要な基準ターゲットの設置工数を大幅に削減する。動的な測定シーンでも安定したトラッキング性能を発揮し、据付状態のまま大型構造物や組立途中のアセンブリをスキャンできる。ISO 10360に基づく体積精度を現場で実現し、生産ラインへの統合やロボット誘導との連携にも適応する。
両製品とも、CE、FCC、ISO 9001、PTBソフトウェア認証、CNAS L2865認定試験基準への適合を取得しており、国際調達要件を満たす。実際の現場では、AlphaVistaが自動車駆動系部品の公差解析や航空機部品のリバースエンジニアリングに、X-Trackが大型風力発電部品の組立誘導や中型部品のバッチ検査に用いられ、検査工数の削減と品質ばらつきの低減に貢献している。
よくある誤解と技術Q&A
Q: 光学測定機は接触式より常に精度が低いのか
A: 必ずしもそうではない。計量級の光学測定機はISO 10360に準拠した精度検証を受けており、多くの工業計測で十分な精度を提供する。ただし、鏡面や透明体など光学的に不利な対象では、接触式の方が安定する場合がある。
Q: ハンドヘルド型は手ブレの影響で精度が落ちるのでは
A: 光学トラッキングや内蔵IMUによる位置補正、ソフトウェア上のアライメント処理によって、手ブレの影響は実用上問題にならないレベルに抑えられている。むしろ、対象に近づけることで細部の点群密度を稼げる利点がある。
Q: 現場で使うには粉塵や油分が心配だ
A: 多くの光学測定機はIP保護等級を持たないため、直接の粉塵や油分には弱い。ただし、INSVISIONの製品は工場環境を想定した設計がなされており、通常の製造現場で安定動作する。極端な環境ではエンクロージャや定期的なクリーニングが推奨される。
Q: スキャンデータをCADと比較するには何が必要か
A: 点群データを処理する検査ソフトウェアが必要になる。多くの場合、STLやPLY形式で出力し、GD&T解析や偏差マップ作成が可能なソフトウェアでCADモデルと位置合わせを行う。INSVISIONのシステムは、こうしたワークフローに対応したデータ出力が可能である。

まとめ
光学測定機は、構造化光投影と光学トラッキングという二つの技術を核に、非接触で高速かつ高密度な三次元形状取得を実現する。接触式CMMでは届かなかった形状や、測定室に運べない大型ワークの現場計測を可能にし、ISO 10360やASME GD&Tといった国際標準に支えられた信頼性を備える。導入にあたっては、測定対象のサイズ、要求精度、環境、データ活用目的という四つの軸で機種を絞り込むことが実務的な近道だ。INSVISIONのAlphaVistaとX-Trackは、それぞれハンドヘルド型とトラッキング型の特長を先鋭化させた製品であり、現場の実課題に即した選択肢を提供している。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121