
3D測定システムの核心技術──青色レーザーとAIがもたらす現場計測の新基準
メタディスクリプション: ハンドヘルド3D測定システムの動作原理、青色レーザーとAIアルゴリズムの役割、固定式CMMとの違い、導入判断の基準までを技術解説。 INSVISION AlphaScan の実力を現場目線で読み解く。 製造現場の品質検査は、ここ数年で大きく様変わりした。
メタディスクリプション: ハンドヘルド3D測定システムの動作原理、青色レーザーとAIアルゴリズムの役割、固定式CMMとの違い、導入判断の基準までを技術解説。INSVISION AlphaScanの実力を現場目線で読み解く。

製造現場の品質検査は、ここ数年で大きく様変わりした。大型鋳物や複雑な自由曲面を、固定式の三次元測定機(CMM)に持ち込まず、その場でスキャンして即座に合否を可視化する。そんなワークフローが、ハンドヘルド型3Dスキャナの普及によって現実のものになっている。しかし「青色レーザーはなぜ金属に向くのか」「ハンドヘルドでどこまで正確なのか」「CMMと置き換えられるのか」といった疑問を抱くエンジニアは少なくない。本稿では、3D測定システムの原理から、技術的な境界条件、既存手法との使い分け、導入時に確認すべきポイントまでを整理する。INSVISIONのAlphaScanを中核とするシステムを例に、現場で通用する計測技術の実像に迫る。
3D測定システムとは──点群取得から検査までの一連の流れ
3D測定システムとは、対象物の表面形状を非接触で読み取り、ソフトウェア上で3Dモデルを再構築し、設計データとの比較や寸法検査までを一気通貫で行う装置群を指す。ハンドヘルドスキャナ、据置型スキャナ、ロボット搭載型など形態はさまざまだが、いずれも「面」として形状を捉え、数百万点規模の点群データを短時間で取得できる点が、従来の点測定とは根本的に異なる。
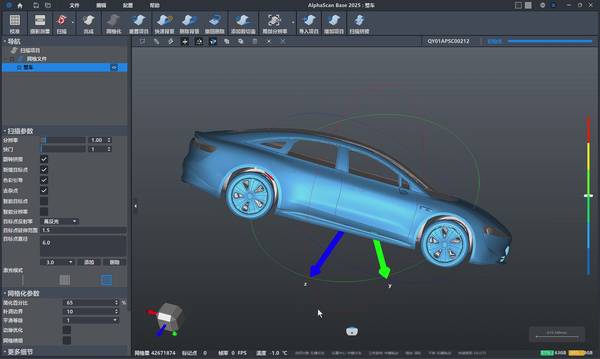
測定の基本フローはこうだ。スキャナから照射されたレーザーが対象物表面で反射し、その戻り光をセンサが捉えて三次元座標を計算する。取得された点群は、リアルタイムにポリゴンメッシュへ変換され、画面上で3Dモデルとして確認できる。このモデルをCADデータと重ね合わせれば、形状偏差がカラーマップで一目瞭然になる。さらにGD&T(幾何公差)解析や断面プロファイル抽出、レポート出力まで、一連の作業が現場のタブレットやノートPC上で完結する。
青色レーザーとAIアルゴリズムが支える計測精度
3D測定システムの心臓部とも言えるのが、光源とデータ処理アルゴリズムだ。INSVISIONのAlphaScanが採用する青色レーザーは、波長が短いため金属表面での拡散反射を抑え、鏡面に近いアルミ部品や研磨面でもノイズの少ない点群を取得できる。従来の赤色レーザーでは散乱が激しく、データ欠損や誤差が問題になりがちだった高反射面に対して、青色レーザーは明らかに有利である。

AlphaScanは、30本または42本のレーザーラインを搭載し、スキャン目的に応じてパターンを切り替えられる。広範囲を高速に捉えたいときは交差レーザーパターン、エッジや微細形状を精密に測定したいときは単一レーザーライン、という使い分けだ。さらに、二重LED設計によって深穴やポケット部の影になる領域も補助光でカバーし、データの取りこぼしを低減する。
取得した点群を意味のある3D形状に仕上げるのが、INSVISION独自のAI+3Dアルゴリズムである。このアルゴリズムは、ノイズ除去と形状特徴の自動認識を同時に実行し、高精度なメッシュ再構築を高速で行う。精度検証はISO 10360などの国際規格に沿って実施されており、単なる点群処理ツールではなく、計量級の測定器としての信頼性を担保している。結果として、スキャン開始から検査レポート出力までのリードタイムが大幅に短縮され、生産現場での意思決定を加速する。
固定式CMMやハンドツールとの違い──測定タスクに応じた最適ツールの選択
3D測定システムは、既存の測定手段をすべて置き換えるものではない。測定タスクの性質に応じて、固定式CMM、ノギス・マイクロメーター、そしてハンドヘルド3Dスキャナという三つのカテゴリーから最適なツールを選ぶのが現実的なアプローチだ。
| カテゴリー | 主な強み | 最適なシナリオ |
|---|---|---|
| 固定式CMM | 定位置での高精度な点測定、GD&T評価 | 量産部品の定常的な自動検査 |
| ノギス・マイクロメーター | 単純形状のスポット測定、即時性 | 加工現場での簡易確認 |
| ハンドヘルド3D測定システム | 複雑曲面の面スキャン、数百万点の網羅的偏差可視化 | 試作品のフルフィールド検査、大型ワークの現場測定、リバースエンジニアリング |
複雑な自由曲面を持つ部品では、点測定では形状を取りこぼすリスクが高く、CMMでも測定経路の作成に時間がかかる。3D測定システムなら面データを一括取得するため、形状の網羅性が格段に高く、CADモデルとの比較も容易だ。取得した点群はSTLやSTEP、IGESといった汎用フォーマットで出力できるため、デジタルツインの構築や統計的工程管理(SPC)への展開もスムーズに進む。多品種少量部品の初品検査では、段取りと測定時間を大幅に短縮できる点が現場にとって大きな利点となる。
ただし、光学式スキャナが苦手とする対象も存在する。透明体や鏡面仕上げの部品、光を吸収する黒色の柔らかい素材などでは、データ取得が困難になるケースがある。こうした対象には、従来の接触式測定や、表面に一時的なコーティングを施す手法との併用が現実的な解となる。

導入適性を見極める五つの観点
3D測定システムの導入を検討する際、技術担当者は以下の5項目を自社の要件と照らし合わせると判断しやすい。
| 評価項目 | 適合シナリオ | 確認ポイント |
|---|---|---|
| 部品サイズ | 中小型工業部品(10cm以上) | 1ショットでの取得面幅、スキャン可能な最大範囲 |
| 表面性状 | 鏡面、研磨面、深絞り成形品 | 高反射対応のレーザー方式、標的不要設計の有無 |
| 測定環境 | 生産ライン横、組立現場、出張測定 | ハンドヘルド型の可搬性、ワイヤレス接続、耐環境性能 |
| 要求精度 | 数十μmオーダーの寸法検査 | カタログ上の体積精度、点距離精度、ISO 10360準拠の検証手順 |
| データ連携 | CAD/CAM/CAQとの親和性 | 対応ファイル形式、PMI/GD&T情報の保持、レポート出力形式 |
特に表面性状の項目は見落とされがちだ。高反射面や黒色光沢面でのデータ欠損を防ぐには、青色レーザーや複数波長の光源、AIによるノイズ除去が有効に働く。導入前にテストスキャンを実施し、自社の代表的なワークでデータの完全性と精度を確認することを推奨する。
INSVISION AlphaScanが実現する現場計測の実際
the seriesのAlphaScanは、ハンドヘルドでありながら計量級の精度を追求したシステムだ。最大710万点/秒のスキャン速度により、大型部品でも短時間でフルフィールドの点群を取得できる。ワイヤレス接続と軽量ボディは、組立途中の装置や出張測定先など、測定機を動かせない現場で真価を発揮する。
欧米の自動車OEMや航空宇宙MRO、再生可能エネルギー分野では、以下のような使われ方が定着している。

- リバースエンジニアリング:CADデータが失われた複雑曲面部品をスキャンし、即座に3Dモデルを生成。偏差カラーマップで再現精度をその場で確認し、金型修正やNCプログラム作成に直接データを渡す。
- 高反射金型の凹み検査:青色レーザーとAIアルゴリズムの組み合わせで、接触式では見逃しやすい微小な変形を捉え、GD&Tツールで平面度や輪郭度を解析。許容範囲外の領域をカラーマップ上で特定する。
- 航空機エンジン部品の摩耗検査:ブレードやディスクのエッジ減肉を非接触で定量化し、指定断面のプロファイルを抽出。CADモデルとの差分をミクロン単位でレポート出力し、MRO施設の整備記録として活用する。
- 太陽光発電部品のバッチ品質検査:フレームやレールの寸法と取り付け穴位置を全数チェック。スキャンからレポート作成までの時間が短いため、生産ラインのタクトタイム内で全品検査が可能になり、工程能力指数の監視にも応用できる。
いずれのケースでも、スキャン、比較、確認、レポート作成という一連の流れが現場で完結し、検査室への持ち帰りや長時間の段取りを不要にしている。これはリーン生産の原則に合致し、インダストリー4.0が求めるデジタルスレッドの一部を形成する。
導入前によくある技術的質問
現場の品質管理担当者からthe seriesに寄せられる質問のうち、代表的なものをQ&A形式でまとめた。
Q1. 測定精度はISO 10360やASME B89.4.22にどこまで準拠しているのか。
A1. 工業用CMMの精度評価で使われるISO 10360シリーズや、プローブシステムの検証で参照されるASME B89系の考え方に沿って、ボールプレートや長さ標準を用いた検証手順が用意されている。カタログには、点距離精度(プロービングエラー)と体積精度(長さ測定誤差)の両方が明記されており、これらを確認することが信頼性の目安となる。
Q2. 鏡面仕上げのアルミダイカストや、深さ100mmを超える油路を持つタービンブレードのような難形状も、データ欠落なく取得できるのか。

A2. 高反射面ではレーザー戻り光が減衰しやすいが、青色レーザーと複数のレーザーライン、さらにAIによるノイズ除去の組み合わせで、拡散反射が弱い面でも安定した点群取得を実現している。深孔に対しては、照射角度を斜めに倒す細線モードと、深度方向に焦点深度を広げる広角モードの切り替えが有効だ。the seriesのAlphaVistaでは、クロスブルーレーザー線の本数や走査モードを切り替えることで、こうした難条件に対応する。
Q3. 既存のCADデータや、SAPなどの品質管理モジュールとのデータ連携は可能か。
A3. STL、STEP、IGES、JTなど主要な3Dデータフォーマットのインポートに対応し、PMI(製品製造情報)やGD&T記号も保持できる。検査結果はCSVやPDFレポートとして出力し、上流のMESやQMSへ受け渡すことが可能だ。システム連携の具体的な方法については、事前に技術窓口で確認することを勧める。
Q4. ハンドヘルドで本当にCMM並みの精度が出るのか。
A4. ハンドヘルドスキャナの精度は、固定式CMMのようなサブミクロン領域には及ばないが、数十μmオーダーの体積精度を実現している。これは多くの工業部品の寸法検査において十分な水準であり、特に自由曲面の形状偏差を面全体で評価する用途では、CMMよりも現実的な解となる場合が多い。重要なのは、要求公差に対して適切な測定器を選ぶことであり、AlphaScanはその選択肢の一つとして位置づけられる。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121