
The Operational Case for a Metrology-Grade 3D Scanner Wand
Discover the operational value of a metrology-grade 3D scanner wand. Learn how INSVISION technology reduces inspection bottlenecks, rework, and labor costs.

This article examines where a metrology-grade 3D scanner wand changes the cost equation inside a production environment. It focuses on the operational variables that plant managers, quality directors, and cost controllers track daily: inspection throughput, rework rates, labor allocation, and the speed at which reliable dimensional data reaches the people who need it.
The INSVISION AlphaScan platform serves as the reference point, but the logic applies wherever a shop is evaluating whether handheld 3D scanning can replace or augment traditional contact measurement.
The Hidden Cost of Conventional Inspection Workflows
Before quantifying improvement, it helps to map where time and money leak out of conventional measurement processes. Three patterns repeat across job shops, toolrooms, and contract manufacturers.
CMM queuing and programming overhead. Coordinate measuring machines are accurate but inherently sequential. A single complex part can tie up a CMM for an hour or more, and programming new inspection routines for low-volume or prototype work often takes longer than the measurement itself. While the CMM is occupied, downstream operations wait. The cost is not just machine time;
it is the idle labor and delayed decision-making that ripple through production scheduling.
Surface preparation and manual workarounds. Dark, reflective, or machined surfaces frequently require a coating of developer spray before optical scanning can deliver clean data. Applying, drying, and later cleaning that coating adds minutes per part — and in high-mix production, those minutes accumulate into lost shifts.
More critically, the coating introduces a thickness variable that can compromise measurement uncertainty on tight-tolerance features.
Disconnected data and rework loops. When inspection results live in isolated reports, the gap between detecting a deviation and correcting the process widens. A machinist might wait hours for a formal CMM report, only to find that the reference alignment differs from the setup used on the machine.
Rework decisions made on partial data often fix one feature while disturbing another, driving up scrap rates and eroding confidence in the measurement system.
Where a 3D Scanner Wand Changes the Cost Structure
A handheld 3D scanner wand does not simply replace a CMM; it redistributes measurement work to where it can be done faster, more frequently, and with less specialized labor. The following pathways show how that redistribution translates into operational savings.
- First-article inspection and in-process checks
*Pain point:* First-article inspection on a CMM can take hours, especially when multiple setups are required. During that time, production is either halted or running at risk.
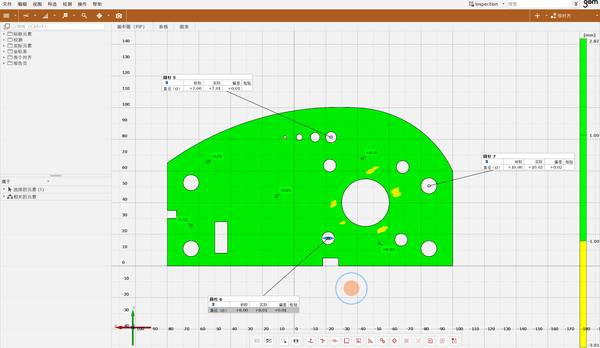
*Improvement path:* A scanner wand captures full-field data in minutes, directly on the shop floor. The resulting point cloud is compared to CAD in real time, generating a color deviation map that a machine operator can read without metrology programming skills.
*Observable value:* Shorter first-article approval cycles mean machines return to production faster. In-process checks become frequent enough to catch trends before they produce nonconforming parts, reducing the volume of parts that enter formal quarantine.
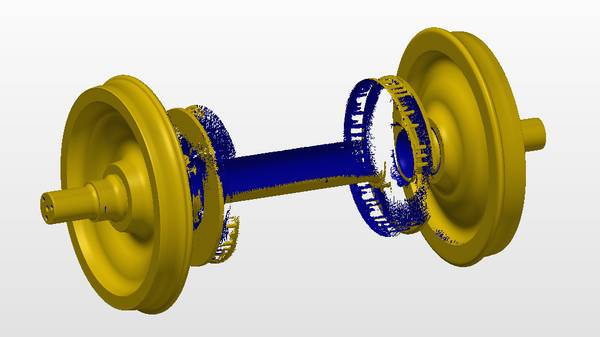
- Rework and scrap reduction on complex geometries
*Pain point:* Freeform surfaces, deep pockets, and intersecting bores are difficult to probe. Incomplete measurement often leads to accepting borderline parts or scrapping good ones because a single dimension could not be verified.
*Improvement path:* The INSVISION AlphaScan 3D scanner wand uses 30 or 42 blue laser lines — with 22 or 34 crossed lines for large-area coverage — to capture intricate geometries in a single pass. A dedicated deep-hole scanning mode penetrates recessed features that defeat most handheld systems. Dual-layer LED illumination stabilizes data on dark and reflective finishes, eliminating the need for spray coating.
*Observable value:* Comprehensive surface data reduces the ambiguity that drives unnecessary rework. When a deviation is found, the full 3D context helps machinists make the right correction the first time, lowering both material waste and machine time lost to re-cutting.
- Labor flexibility and reduced dependence on specialists
*Pain point:* CMM programming and operation require a skill set that is scarce in many regions. When the metrology expert is out, inspection queues grow.
*Improvement path:* A scanner wand with intuitive software shifts measurement execution closer to production personnel. The PTB-certified INSVISION inspection platform accepts 2D and 3D CAD imports, runs full GD&T analysis, and aligns multi-source mesh data inside a single environment. Operators follow a guided workflow rather than writing code.
*Observable value:* Cross-training becomes practical. Quality data is generated by the people closest to the process, freeing metrology engineers to focus on program validation, root-cause analysis, and continuous improvement rather than routine data collection.
- Delivery cadence and customer confidence
*Pain point:* Late deliveries often trace back to inspection backlogs, not machining capacity. When quality sign-off is the critical path, every hour of delay compresses shipping windows and raises expediting costs.
*Improvement path:* Faster measurement throughput and on-machine verification shorten the quality-release cycle. Digital inspection records, including deviation maps and GD&T reports, are archived automatically, creating a traceable quality package for each shipment.

*Observable value:* Consistent on-time delivery strengthens customer relationships and reduces the overhead of managing late-order escalations. When a customer questions a dimension, the manufacturer can retrieve the full 3D inspection record in seconds rather than re-measuring the part.
A Framework for Evaluating the Operational Impact
Quantifying the return from a 3D scanner wand requires looking at the specific workflows it will touch. The table below offers a structured way for an operations team to estimate the potential impact without relying on vendor-supplied savings claims.
| Cost Driver | Key Question to Assess | Data to Collect Over a Baseline Period |
|---|---|---|
| Inspection cycle time | How many minutes elapse between the completion of machining and the availability of a verified dimensional report? | Average CMM queue time, programming time, and measurement time per part number. |
| Rework and scrap | What percentage of parts require rework due to dimensional issues, and what is the average cost per rework event? | Rework tickets linked to specific features; scrap cost by material and machining hours lost. |
| Labor allocation | How many hours per week do skilled metrology staff spend on routine data collection versus analysis? | Time logs distinguishing programming, setup, measurement execution, and reporting. |
| Surface preparation | How many parts require spray coating before optical measurement, and what is the labor and material cost per part? | Coating application and removal time; cost of developer and cleaning supplies. |
| Delivery reliability | How often does the quality-release step delay a shipment beyond the promised date? | Number of late shipments where inspection backlog was the root cause. |
By running a two- to four-week baseline measurement on these variables, a plant can build an internal business case grounded in its own part mix, labor rates, and margin structure. The goal is not to generate a single ROI percentage but to identify which cost driver, if improved, would deliver the most immediate operational relief.
Where INSVISION Technology Delivers Tangible Operational Gains
The AlphaScan 3D scanner wand addresses several friction points that generic handheld scanners often leave unresolved. Three capabilities stand out when viewed through a cost-efficiency lens.
Scanning without surface preparation. The scanner’s blue laser engine and dual-layer LED illumination read high-reflective and dark-finish parts — common in die, mold, and machined-component inspection — without spray coating. For a shop inspecting dozens of parts per day, eliminating the coat-scan-clean cycle can recover hours of productive time each week and remove a source of measurement uncertainty.
Deep-hole and recessed geometry access. Many handheld systems struggle with cavities and deep pockets, forcing inspectors to switch to a probe or borescope. The AlphaScan’s dedicated deep-hole mode captures these features in the same scanning session, preserving the continuity of the digital twin and avoiding the time penalty of tool changes.
Unified inspection and reverse-engineering software. The PTB-certified platform handles GD&T analysis, CAD comparison, and mesh alignment without exporting data to third-party applications. This consolidation reduces software licensing costs and eliminates the version-control risks that arise when inspection data moves between systems.
For contract manufacturers who also perform reverse engineering, the same scanner and software environment supports both workflows, increasing equipment utilization.
Practical First Steps for Your Operation
Introducing a 3D scanner wand into a production environment does not require a wholesale overhaul. Most facilities can demonstrate value within a focused pilot.
Start with first-article inspection on complex parts. Select three to five part numbers that currently consume disproportionate CMM time or require multiple setups. Run parallel measurements using the scanner wand and compare cycle times, data completeness, and the speed at which actionable reports reach the machine operator. This scenario typically shows the widest time savings and builds operator confidence quickly.
Apply the scanner to in-process checks on critical features. Identify a machining cell where tool wear or thermal drift frequently causes dimensional drift. Integrate a quick mid-batch scan to catch deviations before they produce scrap. The goal is to shift from reactive inspection to proactive process control, reducing the volume of parts that require full CMM verification later.
Use the scanner for incoming material verification. For fabricators and assemblers, scanning raw castings, forgings, or weldments before machining can prevent hours of wasted machine time on stock that is already out of tolerance. This application often pays for itself within a few supplier shipments by avoiding the cost of machining defective material.
In each case, document the baseline metrics from the evaluation framework above. After a defined trial period, compare the numbers and decide where to scale. The approach keeps the investment tied to measurable operational outcomes rather than abstract technology promises.

The Bottom Line
A metrology-grade 3D scanner wand is not a replacement for every measurement tool on the shop floor, but it is a powerful instrument for breaking the bottlenecks that inflate the cost of quality.
By moving comprehensive dimensional inspection closer to the point of production, manufacturers can shorten the feedback loop between machining and correction, reduce the labor overhead of specialized metrology, and build a digital record that supports both internal continuous improvement and external customer assurance. The technology is mature;
the operational case now rests on identifying the specific workflows where faster, richer data will most directly protect margin and delivery performance.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China