
自動車産業の3Dスキャニング:大型外板成形工程におけるINSVISION AlphaScanの実践
Meta Description: INSVISION の AlphaScan シリーズは、最大スキャン範囲2200×2200mm、精度0.073mm、毎秒710万点のスキャン速度を実現。AIアルゴリズムと融合した高精度3Dスキャンが、自動車の製造・検査現場の課題をどう解決するか、技術的特長を解説する。
Meta Description: INSVISIONのAlphaScanシリーズは、最大スキャン範囲2200×2200mm、精度0.073mm、毎秒710万点のスキャン速度を実現。AIアルゴリズムと融合した高精度3Dスキャンが、自動車の製造・検査現場の課題をどう解決するか、技術的特長を解説する。

自動車の車体製造において、ドア、ボンネット、ルーフといった大型外板パネルの成形品質は、そのまま完成車の意匠性と空力性能に直結する。ハイテン材やアルミニウム合金の採用が拡大するなか、プレス成形後のスプリングバックや面歪みをいかに素早く定量化し、金型修正や工程管理にフィードバックするかが、Tier1サプライヤーをはじめとする製造現場の共通課題となっている。本稿では、INSVISIONのAlphaScanシリーズを中核に据えた非接触フルフィールド計測が、こうした現場の測定ボトルネックを解消し、品質保証プロセスを再構築する具体的なアプローチを解説する。
典型工况:プレス成形ラインにおける外板パネルの寸位検証
Tier1サプライヤーのプレス工場では、連続生産される大型外板パネルの寸法安定性を、段取り替え直後や材料ロット変更のタイミングで迅速に確認する必要がある。対象となるのは、最大で2mを超えるドアアウターパネルやボンネットフードであり、その表面にはスタイリングラインやキャラクターラインといった複雑な3次元形状が含まれる。
選定項目と現場確認
| 確認項目 | 判断ポイント | 導入メモ |
|---|---|---|
| 典型工况:プレス成形ラインにおける外板パネルの寸位検証 | Tier1サプライヤーのプレス工場では、連続生産される大型外板パネルの寸法安定性を、段取り替え直後や材料ロット変更のタイミングで迅速に確認する必要がある。 | 対象となるのは、最大で2mを超えるドアアウターパネルやボンネットフードであり、その表面にはスタイリングラインやキャラクターラインといった複雑な3次元形状が含まれる。 |
| コアとなる課題:スピード、非接触、そして定量化 | 現場が直面していた課題は、以下の3点に集約される。 | これらの課題は、工程能力指数(Cpk)の維持や、金型メンテナンスの最適タイミング判断を難しくし、結果として手直し工数やスクラップ発生のリスクを高めていた。 |
| ソリューション設計の考え方:非接触フルフィールド計測への転換 | 上記の課題に対し、INSVISIONのAlphaScanシリーズを採用した3Dスキャニングソリューションは、「測定の非接触化」「データ取得の高速化」「評価の定量化」という3つの軸で設計されている。 | AlphaScanは、50本の交差ブルーレーザーラインを投射し、金属光沢面での乱反射を抑えた高コントラストな点群データを取得する。 |
| 現場への落とし込み:準備からデータ活用までのプロセス | 実際のプレス成形ラインにAlphaScanを導入する際の標準的なプロセスは、以下の4ステップで構成される。 | パネルを定盤や専用治具に置く必要はなく、プレスから取り出した状態のまま、または簡易な支持台の上でスキャンできる。 |
従来、こうした大型ワークの測定は、三次元測定機(CMM)による代表点のタッチプローブ計測が中心だった。しかし、CMMでは多点測定に時間を要し、生産テンポに追従できない。そのため、抜き取り検査に頼らざるを得ず、段取り替え時の全数確認は現実的ではなかった。また、接触式であるがゆえに、薄板パネルに測定圧が加わることで微小な変形を誘発し、真の形状を捉えにくいという根本的な制約も抱えていた。さらに、定盤上での治具セッティングには熟練作業者のノウハウが必要で、段取り時間そのものがライン全体のボトルネックとなるケースも少なくない。
コアとなる課題:スピード、非接触、そして定量化
現場が直面していた課題は、以下の3点に集約される。
- 測定リードタイムの長さ:CMMによる多点測定では、1枚のパネル評価に数十分を要し、生産直後の即時判断が不可能だった。
- 接触測定のリスク:薄板パネルへのプローブ接触が、スプリングバック量の正確な評価を妨げていた。
- 曲面品質の属人的評価:複雑な曲面のうねりや面歪みは、熟練者の目視と触感に依存し、定量的な合否判定基準を設けにくかった。
これらの課題は、工程能力指数(Cpk)の維持や、金型メンテナンスの最適タイミング判断を難しくし、結果として手直し工数やスクラップ発生のリスクを高めていた。
ソリューション設計の考え方:非接触フルフィールド計測への転換
上記の課題に対し、INSVISIONのAlphaScanシリーズを採用した3Dスキャニングソリューションは、「測定の非接触化」「データ取得の高速化」「評価の定量化」という3つの軸で設計されている。
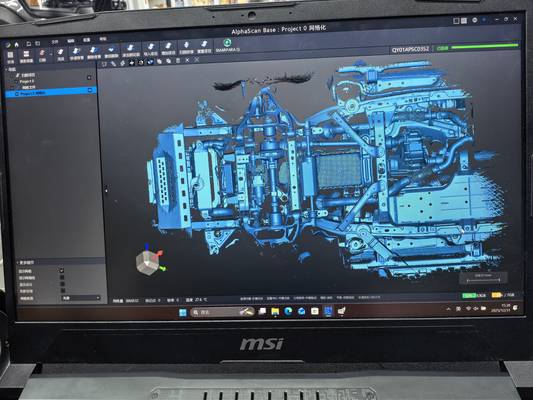
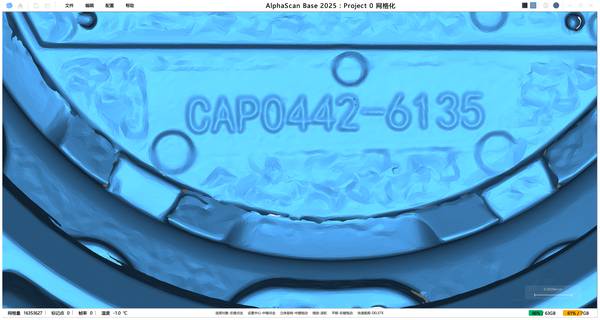
AlphaScanは、50本の交差ブルーレーザーラインを投射し、金属光沢面での乱反射を抑えた高コントラストな点群データを取得する。これにより、スプレー処理やマーキングなしで、パネル全面の形状を短時間でデジタル化できる。取得した点群は、AIベースのアルゴリズムによってノイズ除去と位置合わせが自動処理され、CADモデルとの比較による偏差マップが即座に生成される。このワークフローは、従来のCMMによる点評価から、面全体の偏差分布を可視化する「面評価」へのパラダイムシフトを可能にする。
現場への落とし込み:準備からデータ活用までのプロセス
実際のプレス成形ラインにAlphaScanを導入する際の標準的なプロセスは、以下の4ステップで構成される。
- 測定準備とキャリブレーション
パネルを定盤や専用治具に置く必要はなく、プレスから取り出した状態のまま、または簡易な支持台の上でスキャンできる。装置のキャリブレーションは現場環境下で数分以内に完了し、基準点やターゲットの貼付も不要なケースが多い。
- スキャニング実行
オペレーターはハンドヘルド型のAlphaScanをパネル表面に向けて移動させるだけで、毎秒710万点の速度で点群が取得される。最大2200×2200mmの広視野により、大型パネルでも少ないパスでカバーでき、1枚あたりのスキャン時間は数分に収まる。
- データ処理と解析
取得データは、搭載されたAIアルゴリズムが自動でレジストレーション(位置合わせ)し、ノイズを除去する。その後、基準CADデータとの比較により、面全体の偏差カラーマップ、特定断面のプロファイル、GD&T(幾何公差)に基づく寸法評価がソフトウェア上で実行される。
- レポート生成とフィードバック
解析結果は、検査レポートとして自動出力され、プレス機の調整や金型修正の要否判断に即座に活用される。データはトレーサビリティ情報と紐付けられ、品質管理システムに統合することも可能だ。
INSVISION AlphaScanがこのシナリオに適合する理由
AlphaScanシリーズが大型外板パネルの工程内検査に特に適しているのは、以下の製品特性が現場の制約に直接応答するからである。
- メトロロジーグレードの精度:体積精度0.1mm±0.015mm/m、単一スキャン精度0.073mmを達成しており、厳しい公差が要求される外板パネルのスプリングバック評価に耐える。
- 広範囲かつ高速なデータ取得:2200×2200mmのスキャンエリアと毎秒710万点の測定速度により、大型ワークの全形状を短時間でキャプチャし、生産タクトへの影響を最小化する。
- 金属光沢面への対応力:50本の交差ブルーレーザーが鏡面に近いプレス鋼板やアルミパネルでも安定した点群を生成し、スプレー処理の手間を省く。
- AIによる自動化処理:点群の位置合わせやノイズ除去を自動化することで、測定者のスキルに依存しない再現性の高い検査を実現する。
- 非接触・非破壊:プローブ接触による変形リスクがなく、薄板パネルの真の自由形状を評価できる。
これらの能力は、ISOやASMEに準拠した計測プロセスを求めるグローバルな自動車サプライチェーンの要求にも合致する。
現場で観測される効果
定量的な数値は各社の生産条件に依存するため一般化は避けるが、AlphaScanの導入によって以下のような定性的な変化が報告されている。
- 段取り替え時の初品検査が、CMMによる数十分の待ち時間から、数分での即時判定へと短縮され、ライン停止時間が大幅に削減された。
- 面全体の偏差マップにより、スプリングバックの傾向や面歪みの分布が視覚的に把握できるようになり、金型修正の方向性がデータドリブンになった。
- 熟練者の勘に頼っていた曲面品質の合否判定が、CADとの偏差に基づく客観的な基準に置き換わり、品質のばらつきが低減した。
- 非接触測定により、薄板パネルの変形を気にすることなく、成形直後の熱間状態でもスキャンが可能になり、プロセスフィードバックの即時性が向上した。
類似工程への展開と適用拡大
本稿で取り上げた大型外板パネルの成形工程以外にも、AlphaScanのアプローチは以下のような自動車製造シーンに容易に展開できる。
- ホワイトボディの組み立て精度検証:ボディ全体の形状をスキャンし、溶接後の熱歪みや組み付け誤差をフルフィールドで評価する。
- 樹脂バンパーやインパネの寸位検査:柔軟素材や複雑な意匠面を持つ大型樹脂部品の非接触測定。
- プレス金型の摩耗・損傷評価:金型のキャビティ形状を定期的にスキャンし、CADとの比較から補修時期を判断する。
- ベンチマーク車両のリバースエンジニアリング:競合車両の外板形状を高精度にデジタル化し、設計開発に活用する。
いずれのケースでも、「広範囲・高精度・非接触」というAlphaScanの基本特性が、従来の測定ボトルネックを解消する鍵となる。
まとめ
自動車産業における3Dスキャニングは、もはや特殊な検査室のツールではない。the seriesのAlphaScanシリーズは、プレス成形ラインのただ中で、生産リズムを止めることなくメトロロジーグレードの寸法データを提供する。非接触フルフィールド計測への移行は、単なる測定時間の短縮にとどまらず、面品質の定量化、データに基づく金型修正、そして工程能力の安定化という、より本質的な価値を製造現場にもたらす。大型外板パネルのスプリングバック評価に悩むエンジニアにとって、このアプローチは、品質保証プロセスを再定義する実践的な選択肢となるだろう。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121