
Industrial Handheld 3D Scanners Explained – Principles, Accuracy, and When to Use Them
At its core, a handheld 3D scanner projects a known light pattern onto a surface and captures its deformation with one or more cameras.
How Handheld 3D Scanning Works in an Industrial Setting
At its core, a handheld 3D scanner projects a known light pattern onto a surface and captures its deformation with one or more cameras. The system triangulates thousands of points per second, building a dense point cloud that represents the part geometry. In factory environments, the choice of light source matters.
Blue laser arrays, operating around the 450 nm wavelength, sit outside the spectral sensitivity of most overhead lighting. That reduces interference from fluorescent and LED shop floor fixtures, a practical advantage when scanning directly next to a press or welding cell.
Cross laser configurations multiply the data captured in a single pass. Instead of a single line, multiple laser planes intersect at known angles, covering more surface area and capturing complex contours with fewer sweeps. A scanner deploying 50 cross-aligned laser lines, for example, gathers far richer geometry on a stamped bracket or cast housing than a single-line alternative.
This density is critical when downstream analysis requires a full deviation map against the CAD model.
As the operator moves the scanner freely around a workpiece, alignment algorithms stitch successive point clouds into a unified coordinate system. They rely on overlapping geometry between frames to correct for position drift. Without this real-time registration, the accumulated error would quickly exceed acceptable tolerances for any inspection task.
The best implementations handle this seamlessly, letting the operator focus on coverage rather than rigid scanning paths.
Metrology-grade certification provides an external benchmark. Standards such as ISO 10360-13 for articulated arm CMMs and ASME B89.4.19 for portable coordinate measurement systems define how accuracy, repeatability, and trueness are tested. A scanner that carries certification to these standards has been verified under controlled conditions, giving engineers a reliable reference point when integrating it into a quality system.
What Defines Metrology-Grade Performance
Accuracy is the headline specification, but it needs context. A handheld scanner like the INSVISION AlphaScan delivers 0.020 mm stable accuracy under defined operating conditions. This figure is not a theoretical best-case; it reflects volumetric accuracy maintained across the measurement volume, not just a single-point repeatability test.
For first-article inspection, GD&T verification, and tooling certification, that level of precision aligns with the demands of ISO and ASME workflows.
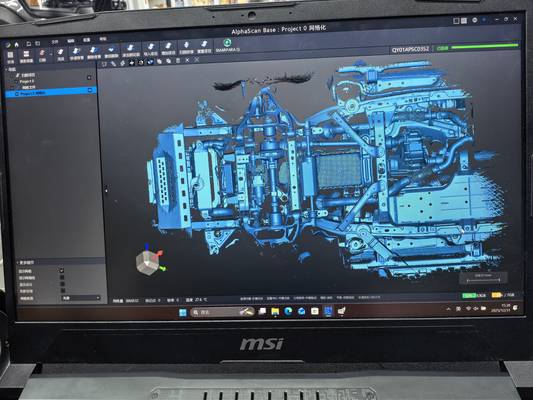
Measurement speed determines whether the scanner can keep pace with production. The AlphaScan captures up to 7,100,000 measurements per second. In practice, that translates to a complete vehicle frame dataset in roughly 10 minutes—a benchmark validated in Tier-1 automotive environments running shift-based operations.
Speed without density would be meaningless, so the cross-laser architecture ensures that each sweep contributes enough data for reliable feature extraction.
Environmental tolerance broadens where the tool can be used. A temperature operating range of -10°C to 40°C means the scanner can move from an unconditioned factory floor to an outdoor photovoltaic installation without waiting for thermal stabilization. This is not a laboratory instrument; it is designed to function where the work happens.

Handheld 3D Scanning vs. Traditional Metrology Tools
No single measurement technology covers every application. The table below outlines how handheld 3D scanning compares with other common industrial digitization methods.
| Technology | Typical Use | Strengths | Limitations |
|---|---|---|---|
| Handheld 3D scanner (blue laser) | On-site inspection, reverse engineering, large parts | Fast, portable, dense point clouds, works in ambient light | Requires line-of-sight; shiny or transparent surfaces need coating |
| Fixed CMM (touch probe) | High-precision prismatic parts in a lab | Extreme accuracy, well-established standards | Slow, requires fixtures, not suited for freeform surfaces |
| Laser tracker | Large-scale alignment and assembly | Very high accuracy over large volumes | Line-of-sight, expensive, less effective on complex organic shapes |
| Photogrammetry | Reference point measurement for large objects | Portable, good for volume alignment | Lower point density; often used with a scanner for detail |
| Articulated arm CMM | Flexible contact measurement in workshop | Combines portability with high accuracy | Slower point acquisition; operator fatigue on large areas |
Handheld scanning does not replace these tools but complements them. A common hybrid workflow uses photogrammetry or a laser tracker to establish a global reference frame, then fills in detail with a handheld scanner.
Where Handheld 3D Scanning Excels – and Where It Falls Short
The technology is not a universal solution. Understanding its boundary conditions prevents misapplication.
Well-suited scenarios:
- First-article inspection of stamped, cast, or molded components where freeform surfaces must be compared to CAD.
- Reverse engineering of heavy equipment parts with deep cavities and internal features, where blue laser light reaches into recesses that white light struggles to illuminate.
- On-site quality checks in harsh or remote environments—offshore platforms, mining equipment maintenance, solar farm installations—where moving parts to a lab is impractical.
- Large-part scanning that would take days with a touch probe, such as complete vehicle frames, wind turbine blades, or ship components.
Less suitable scenarios:
- Parts with mirror-like or highly transparent surfaces without the application of a temporary matting spray. The optical principle requires diffuse reflection.
- Applications demanding volumetric accuracy significantly tighter than 0.020 mm across the entire part. In those cases, a fixed CMM in a temperature-controlled room remains the reference.
- Fully automated inline inspection where a robot-mounted scanner or dedicated vision system may be more appropriate, though handheld scanners can be integrated into collaborative workflows.
How to Evaluate a Handheld 3D Scanner for Your Workflow
Selection starts with the measurement task, not the specification sheet. Engineers should ask:
- What accuracy do I actually need? If your tolerances are ±0.1 mm, a 0.020 mm scanner provides ample margin. If you are working at ±0.005 mm, a handheld scanner alone will not suffice.
- What is the part size and complexity? Large, contoured parts benefit most from the speed and flexibility of handheld scanning. Small, prismatic parts may be faster to check with a CMM.
- Where will the scanning take place? If the environment is dusty, subject to vibration, or far from a controlled lab, prioritize scanners with proven environmental tolerance and robust calibration stability.
- What does the software ecosystem look like? The scanner must output data that integrates with your existing inspection and CAD software. Look for direct support of industry-standard formats and live deviation mapping.
- Is the system certified? Ask for evidence of conformance to ISO 10360 or ASME B89.4.19. Certification provides a traceable performance baseline, which is essential for ISO 17025 accredited labs and supplier quality audits.
INSVISION AlphaScan: Engineering Choices for Production-Ready Scanning
The AlphaScan platform was developed around the operational realities of automotive OEM lines and heavy equipment MRO facilities. Its design choices reflect the priorities outlined above.
The blue laser cross-line architecture directly addresses the need for dense data in ambient light. By using 50 intersecting laser planes, the scanner captures complex geometry quickly, reducing the number of passes an operator must make. The 0.020 mm accuracy specification is not a laboratory figure;
it is maintained across the working volume and verified against international standards, making the system suitable for first-article inspection and GD&T verification.

Speed is built into both hardware and workflow. The 7,100,000 measurements-per-second rate, combined with real-time alignment algorithms, allows a complete vehicle frame to be digitized in about 10 minutes. That speed turns the scanner from a bottleneck into a tool that can keep up with shift-based production.
The -10°C to 40°C operating range and portable form factor mean the AlphaScan can travel to the part, whether that part is inside a factory, on a construction site, or mounted in a field installation. This eliminates the scheduling delays and risk of damage associated with transporting large components to a metrology lab.
Common Questions About Industrial Handheld 3D Scanners
Q: Can a handheld scanner really achieve metrology-grade accuracy?
A: Yes, when designed and certified to the right standards. The INSVISION AlphaScan delivers 0.020 mm stable accuracy and is verified against ISO 10360-13 and ASME B89.4.19. The key is that accuracy is maintained across the entire measurement volume, not just at a single point under ideal conditions.
Q: Do I need to prepare the surface before scanning?
A: It depends on the surface. Matte, opaque surfaces scan without preparation. Shiny, dark, or transparent surfaces typically require a light coating of scanning spray to create a diffusely reflective layer. This is standard practice across all optical scanning technologies.

Q: How much training does an operator need?
A: Handheld scanners are designed for intuitive use, but achieving consistent metrology-grade results requires understanding part coverage, alignment strategies, and software workflows. Most teams become proficient after a few days of hands-on training with their own parts.
Q: What software is needed to use the scan data?
A: The scanner generates point clouds or meshes that can be imported into any major inspection or CAD package. The accompanying software typically handles alignment, mesh generation, and deviation mapping against a reference CAD model. Export formats include STL, PLY, and native CAD formats.
Q: Can a handheld scanner replace our CMM?
A: Not entirely. Handheld scanners excel at fast, flexible data capture on complex surfaces. CMMs remain the reference for the tightest tolerances on prismatic features. Many quality teams use both, with the scanner handling first-article and production sampling, and the CMM reserved for final verification of critical dimensions.
Summary

Industrial handheld 3D scanning has matured into a reliable, certifiable metrology tool. Understanding the underlying principles—structured blue laser light, cross-line configurations, real-time alignment, and standards-based accuracy verification—helps engineers separate practical capability from marketing claims.
The technology is not a one-size-fits-all replacement for traditional CMMs, but in the right applications it dramatically reduces inspection time, enables on-site measurement, and provides the dense surface data needed for modern GD&T and reverse engineering workflows.
Systems like the INSVISION AlphaScan illustrate how purpose-driven engineering choices translate into production-floor performance, giving quality and manufacturing teams a credible, portable alternative to fixed metrology equipment.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China