
CAD Odaklı Taramalı CAM İş Akışı
Otomatik CAD CAM tarama iş akışı ile atölye denetim gecikmelerini giderin. CAD hizalamasının metroloji güvenilirliğini nasıl artırdığını görün.
Giriş

İlk parça denetim kuyruğu bir işleme hücresini durdurduğunda, temel neden genellikle tek bir manuel adıma kadar izlenebilir: fiziksel parçanın CAD modeli ile hizalanması. Tarama cihazı CAD CAM iş akışındaki bu temel darboğaz, denetim hızı ile metroloji sınıfı güvenilirlik arasında maliyetli ödünler verilmesine zorlar.
Yalın takt süreleri ve ASME Y14.5 gibi standartlar altında, güvenilir sapma verisi üretmedeki gecikme, sonraki adımlardaki CAM programlama ve takım yolu düzeltme süreçlerini doğrudan etkiler.
Bu makale, karmaşık geometrilerde manuel eşleştirmenin neden başarısız olduğunu, otomatik CAD hizalamasının aradaki boşluğu nasıl kapattığını ve bir tarama cihazının CAM uyumlu iş akışlarına uygunluğunu hangi teknik sınırların belirlediğini inceler.
Eşleştirme Darboğazı: Manuel Süreçlerin Nerede Aksadığı
Yüksek karışımlı üretim ortamlarında, taranmış bir parçayı nominal CAD dosyası ile eşleştirmek için referans noktalarının manuel olarak seçilmesi en önemli kısıtlamadır. Karmaşık yüzeylerde pozisyonları tahmin eden teknisyenler, derin delikler veya iç boşluklardaki sapmaları kaçırabilir, bu da CAM tabanlı yeniden işleme için güvenilmez veri oluşmasına neden olur. Bu sorun, fikstür değişim süreçleri ve CMM planlama çatışmaları ile daha da artar.
Sonuç olarak, üretilmiş parça ile dijital ikiz arasındaki boşluk genişler, üretim akışını sürdürmek için gerekli geri besleme döngüsü gecikir.
Bir tarama cihazı CAD CAM sürecinin etkili olması için, fiziksel ölçüm ile dijital tasarım amacı arasında doğrudan, güvenilir bir bağlantı sağlamak amacıyla bu manuel hizalama adımını ortadan kaldırması gerekir.

Otomatik Hizalama: Güvenilir Verinin Temel Taşı
Tarama verisinin orijinal CAD modeline doğrudan otomatik hizalanması, verimli bir iş akışı için zorunludur. Bu olmazsa, eşleştirme kayması ve manuel nokta bulutu birleştirme işlemleri, özellikle büyük montajlarda veya yansıtıcı kaplamalı parçalarda kümülatif hata oluşmasına neden olur. Bu durum kalite denetimini uzun bir veri yeniden yapılandırma projesine dönüştürür. INSVISION denetim sürecini doğrudan CAD modelinden yöneterek bu sorunu çözmektedir.
Sistem, manuel eşleştirmeyi atlayarak kararlı bir küresel koordinat sistemi oluşturmak için fotogrammetrik ölçek çubukları kullanır.
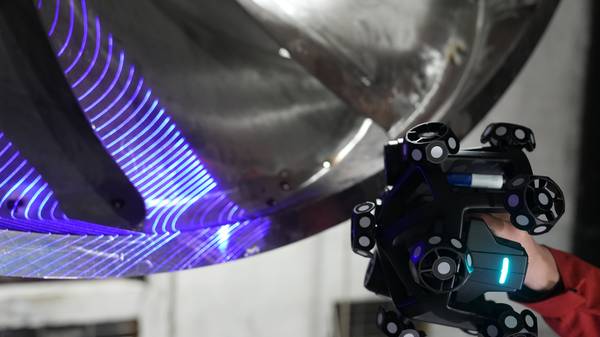
Daha sonra yüksek hassasiyetli çift eksenli tarama galvanometresi, CAD verisini görünür yeşil lazer konturları olarak doğrudan iş parçasına yansıtarak denetimi en baştan doğru koordinat sistemine dayandırır. Derin iç boşluklar veya koyu yüzeyler gibi zor özellikler için çift kameralar ve hassas algoritmalar ince detayları yakalar, sezgisel renkli sapma haritaları üretir.
Tarama Cihazı Kabiliyetinin Parça Geometrisi ve Toleransı ile Eşleştirilmesi
Elle tutulan tarama cihazı CAD CAM iş akışının uygulanabilir olup olmadığını belirlemek, donanım kabiliyetlerinin belirli parça zorlukları ve tolerans aralıkları ile eşleştirilmesine bağlıdır. Tüm tarama cihazları tüm yüzeylerde veya geometrilerde aynı performansı göstermez. Temel değerlendirme kriterleri arasında, koyu veya yansıtıcı yüzeylerde işaretleyici olmadan hizalamayı koruma yeteneği ve derin iç özellikleri yakalama hassasiyeti yer alır.
INSVISION teknolojisi birçok zorlu senaryoda kullanılmaktadır:

- Havacılık MRO Bileşen Denetimi: Otomatik CAD hizalaması, türbin kanatları veya yapısal braketler için tasarım amacına göre hızlı geçti/kaldı doğrulaması sağlar.
- Enerji Sektörü Valf Denetimi: Çift kamera sistemi, manuel probların erişemediği karmaşık iç geometrileri, R köşelerini ve sızdırmazlık yüzeylerini yakalar.
- Otomotiv OEM Takım Doğrulaması: Yeşil lazer projeksiyonu yüksek yansıtıcılı kalıp yüzeylerinde net kontur kılavuzluğu sağlarken, fotogrametri büyük gövde panelleri hacimsel doğruluğunu korur.
Karar, tarama cihazının belirtilen metroloji sınıfı doğruluğunun (INSVISION için 0.02 mm’ye kadar onaylanmıştır ve CE, FCC ve CNAS standartlarına uygundur) gerçek dünya testinde en sıkı tolerans aralıklarınız ile karşılaştırılarak doğrulanmasına bağlıdır.
Döngüyü Kapatma: Sapma Haritasından CAM Uyumlu Çıktıya
Bir tarama cihazı CAD CAM entegrasyonunun son değeri, tarama verisinin doğrudan üretim düzeltmesini bilgilendirdiği kapalı döngü bir süreçtir. INSVISION yazılımı, ham nokta bulutlarını eyleme geçirilebilir veriye dönüştürerek bu süreci otomatikleştirir. AI destekli karşılaştırma anında renkli sapma haritası üretir, yerinde toplu kararlar verilmesine olanak tanır.
Yazılım alakasız geometrileri filtreler ve yüksek yoğunluklu ağları yumuşatarak, ISO/ASME uyumluluğu ve tedarikçi incelemesi için istatistiksel grafikler içeren tek tıkla standartlaştırılmış rapor oluşturur.
Bu çıktı sadece bir denetim raporu değil, yeniden işleme veya kalıp düzeltme için hassas takım yolu ayarlamalarına olanak tanıyan CAM uyumlu ağdır.
İş Akışını Atölyeniz İçin Doğrulama
Bu iş akışını uygulamak pratik doğrulama gerektirir. İç dişli valf gövdesi veya yansıtıcı jel kaplamalı kompozit kalıp gibi bilinen tolerans zorluklarına sahip temsili bir örnek parça ile başlayın. Demo veya pilot aşamasında, elle tarama sırasında fikstür kararlılığına çok dikkat edin ve yazılım çıktısının mevcut CAM programlama standartlarınız ile uyumlu olduğunu onaylayın.
En önemli adım, otomatik hizalamanın kendi özel parça geometrileriniz ve yüzey kaliteleriniz üzerinde güvenilir şekilde çalıştığını doğrulamaktır.
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121