
3D Tarama Yöntemleri Endüstriyel Kontrol Kılavuzu
Kalite kontrol süreciniz, yalın üretim ve Endüstri 4.0 hedeflerinizi aksatan veri adaları yaratan bir darboğaz mı?
Sizin kalite kontrol süreci, yalın üretim ve Endüstri 4.0 hedeflerinizi aksatan veri adaları yaratan bir darboğaz mı? Mühendisler ve kalite yöneticileri için gelişmiş 3D tarama yöntemlerinin stratejik entegrasyonu artık gelecekteki bir düşünce değil; statik metrolojiden sürekli dijital ipliğe geçiş için gerekli bir evrimdir.
Bu değişim, ölçümü izole laboratuvar CMM’lerinden doğrudan üretim atölyesine taşır; manuel veri aktarımlarını, uzun fikstür kurulumlarını ve üretim hattı duruşlarını ortadan kaldırma zorunluluğu tarafından yönlendirilir.
Havacılık ve otomotiv gibi sektörler için ISO 10360 ve ASME GD&T standartlarına uyum temel olmaya devam ederken, odak artık izlenebilir, gerçek zamanlı sapma analizleri oluşturmaktır. Bu makale, modern 3D tarama yöntemlerinin fiziksel parçalar ile dijital ikiz arasındaki boşluğu nasıl kapattığını, denetimi periyodik bir kontrol noktasından üretim yürütme sisteminizdeki entegre bir veri düğümüne nasıl dönüştürdüğünü inceler.
Laboratuvardan Üretim Hattına: Süreç İçi Metroloji Talebi
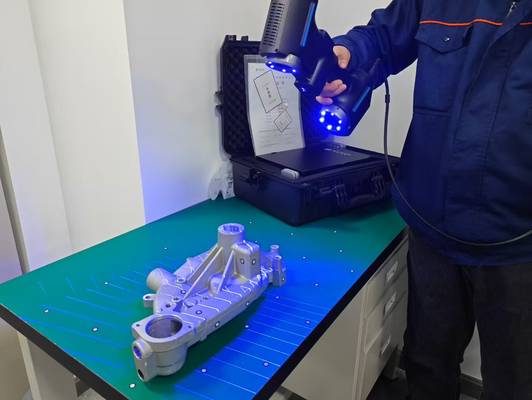
Çağdaş 3D tarama yöntemlerinin temel zorluğu, kontrollü laboratuvarlar yerine aktif üretim ortamlarında metroloji sınıfı veri sunmaktır. Bu, mat kompozit kaplamalardan yansıtıcı işlenmiş metallere kadar değişen ortam ışığına, titreşime ve yüzey koşullarına dayanıklı teknoloji gerektirir.
INSVISION‘in yaklaşımı, AI optimizasyonlu mavi lazer üçgenleme ve yapılandırılmış ışık teknolojisini kullanarak geniş parça fikstürüne ihtiyaç duymadan yoğun, doğru nokta bulutları yakalar.
Örneğin, birden fazla çapraz lazer çizgisi kullanan sistemler, döküm veya karmaşık kaynaklı parçalarda sık görülen derin cepli geometriler ve dar erişim alanlarında ölçüm doğruluğunu korur. Durma süresini en aza indirmek için kritik bir özellik, yavaş hareket eden montajlar veya döner tablalar üzerinde yüksek hassasiyetli veri yakalamaya izin veren dinamik taramadır. Bu geçiş veri sürekliliğini ön planda tutar;
yüksek hızlı veri toplama, ham mekansal veriyi doğrudan analiz yazılımına iletir, bir parça iş istasyonundan ayrılmadan bile döngüyü kapatır.
Tarayıcı Seçimi: Teknolojiyi Parça Profili ve Üretim Ritmi ile Uyumlu Hale Getirme
Doğru 3D tarama yöntemini seçmek, donanım özelliklerini belirli parça geometrileri, tolerans aralıkları ve iş akışı ritimleri ile eşleştirmeyi gerektirir. Her duruma uyan tek bir yaklaşım verimsizliğe veya tehlikeye giren veri bütünlüğüne yol açar.

- Sabit Laboratuvar Sistemleri, mikron seviyesi hassasiyet için maksimum kararlılık sunar, iklimlendirilmiş bir odada ana parça kalibrasyonu veya yakıt enjektör memeleri gibi küçük, yüksek toleranslı bileşenlerin denetimi için tercih edilen seçenek olmaya devam eder.
- Taşınabilir Optik Kollar, büyük hacimli erişim sağlar ve dokunsal prob ile optik taramayı birleştirir, hem yüzey verisi hem de sert prob ölçümleri gereken gövde bölümleri gibi büyük ölçekli montajların doğrulanması için uygundur.
- Elle taşınabilir yapılandırılmış ışık tarayıcıları, örneğin INSVISION AlphaVistaesneklik konusunda üstündür. Erişimin sınırlı olduğu, bileşenin kolayca taşınamadığı veya sık tasarım yinelemelerinin makine takımında doğrudan hızlı, çok açılı yakalama gerektirdiği orta ila karmaşık parçalar için tasarlanmıştır.
Donanımın ötesinde, doğrulama anahtardır. Mühendisler, zorlu malzemeler için yüzey hazırlığı protokollerini doğrulamalı ve 8 saatlik vardiya boyunca termal sürüklenme gibi yerinde çevresel faktörleri hesaba katmalıdır. Uyumluluk raporlaması için veri bütünlüğünü sağlamak amacıyla tüm metroloji iddiaları, CNAS akreditasyonu gibi geçerli kalibrasyon sertifikaları ile desteklenmelidir.

Örnek Vaka: Kalabalık Bir Atölyede İlk Parça Denetimini Kolaylaştırma
INSVISION AlphaScan el tarayıcısının pratik bir uygulaması, bu entegre iş akışını göstermektedir. Kısıtlı atölye alanıyla karşı karşıya kalan bir hassas üretim üreticisi, ilk parça denetimini çevrimdışı CMM’den makine hücresine taşıdı. Operatörler, tarayıcının tek elle çalıştırma özelliğini kullanarak küçük ve orta boy tornalanmış ve frezelenmiş bileşenlerin yüksek yoğunluklu nokta bulutlarını işleme işleminden hemen sonra yakaladılar.
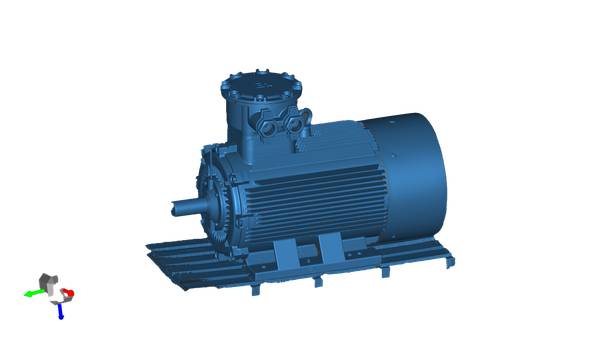
Entegre yazılım hattı kritik öneme sahipti: tarama verisi, yapay zeka destekli kayıt kullanılarak CAD nominal değeriyle otomatik olarak hizalandı, dakikalar içinde otomatik renk sapma haritası oluşturdu. Bu görsel rapor, makine operatörü için tolerans dışı koşulları anında vurguladı.
Özel CMM fikstür tasarımı ve programlama ihtiyacını ortadan kaldırarak iş akışı, parti sürümünü hızlandırdı ve kalite doğrulamasını doğrudan üretim ritmine yerleştirdi; AS9102 tarzı uyumluluk belgeleri tek tıkla oluşturuldu.

Geleceğe Yönelik Uygulama: Tahmine Dayalı Kalite Ekosistemi Oluşturma
Gidişat, 3D tarama yöntemlerinin Üretim Yürütme Sistemleri (MES) ve Ürün Yaşam Döngüsü Yönetimi (PLM) platformları için mekansal veri akışı sağladığı tahmine dayalı kalite ekosistemlerine doğrudur. Hazırlanmak için tesisler, donanım özelliklerinin ötesinde iş akışı entegrasyonuna bakmalıdır.
Güvenilir ayarlar oluşturmak için temsili örnek parçalar üzerinde tarama protokollerini doğrulayarak başlayın – örneğin parlak yüzeylere sahip karmaşık enjeksiyon kalıplı bir kapak. Üretim hacminizle uyumlu sıkı bir kalibrasyon programı uygulayın.
En önemlisi, verinin eyleme dönüştürülebilir olmasını sağlamak için metroloji personelini tarama yakalamadan GD&T doğrulamasına ve rapor oluşturmaya kadar tam yazılım iş akışı konusunda eğitin. Bu değişimi işletmek için yüksek etki sahibi bir bileşen ailesinde kontrollü bir pilot uygulama başlatın.
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121