
Scanner de peças na manufatura avançada: inspeção dimensional, GD&T e engenharia reversa
Como o scanner de peças resolve gargalos de inspeção dimensional, GD&T e engenharia reversa em automotivo, aeroespacial MRO e energia. Veja a aplicação prática.

Este artigo percorre situações reais de chão de fábrica, mostrando como a digitalização 3D de superfície completa resolve gargalos de inspeção e apoia a engenharia reversa, sem depender de modelos teóricos ou de amostragem pontual.
Condições típicas e dores centrais
Em linhas de manufatura enxuta e células alinhadas à Indústria 4.0, três situações se repetem:
Dimensões de seleção e verificações de campo
| Área de foco | Ponto de decisão | Nota de implantação |
|---|---|---|
| Condições típicas e dores centrais | Em linhas de manufatura enxuta e células alinhadas à Indústria 4.0, três situações se repetem: | Em todos esses casos, o problema não é “medir mais”, mas obter dados completos, repetíveis e acionáveis, que permitam decidir sobre aprovação, r… |
| Lógica da solução | Um scanner de peças baseado em luz estruturada ou laser atua como ponte entre o objeto físico e o ambiente digital. | Em vez de pontos discretos, ele gera uma nuvem de pontos densa — milhões de coordenadas que descrevem a superfície real. |
| Processo de implantação | A adoção de um scanner de peças em um fluxo de inspeção existente costuma seguir quatro etapas, adaptáveis a diferentes segmentos: | Limpeza superficial leve e, quando necessário, aplicação de pó revelador em superfícies muito escuras ou brilhantes. |
| Como o scanner de peças da INSVISION se encaixa nesse c… | Equipamentos como o AlphaScan, da INSVISION, foram projetados para atuar exatamente nessas condições. | A combinação de precisão metrológica estável, operação segura com laser Classe I e robustez térmica permite que o scanner seja usado diretamente… |
- Peças com geometria complexa e tolerâncias apertadas: componentes fundidos, carcaças usinadas, pás de turbinas ou suportes soldados exigem verificação de dezenas de callouts GD&T. A medição por coordenadas (CMM) ponto a ponto é precisa, mas lenta para capturar a totalidade da superfície, e muitas vezes não consegue caracterizar desvios de forma ou ondulações.
- Desgaste não uniforme e análise de deformação: em MRO aeroespacial e manutenção de equipamentos de energia, a peça que retorna do campo raramente coincide com o CAD nominal. Avaliar espessura remanescente, ovalização ou empenamento com apalpador ou gabarito exige múltiplas configurações e ainda deixa zonas sem inspeção.
- Falta de modelo 3D para componentes antigos ou customizados: projetos de redesign, substituição de ferramental ou fabricação aditiva frequentemente partem de uma peça física sem documentação digital atualizada. A reconstrução manual é demorada e introduz incertezas dimensionais.
Em todos esses casos, o problema não é “medir mais”, mas obter dados completos, repetíveis e acionáveis, que permitam decidir sobre aprovação, retrabalho ou ajuste de processo com rastreabilidade técnica.
Lógica da solução
Um scanner de peças baseado em luz estruturada ou laser atua como ponte entre o objeto físico e o ambiente digital. Em vez de pontos discretos, ele gera uma nuvem de pontos densa — milhões de coordenadas que descrevem a superfície real.
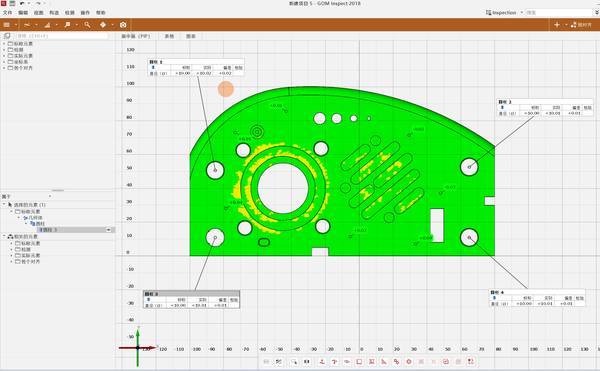
Essa nuvem é alinhada ao CAD nominal e analisada por software de inspeção, produzindo mapas de desvio coloridos, relatórios de GD&T e seções dimensionais.

A lógica de aplicação segue um fluxo claro: capturar a geometria real sem contato, comparar com a referência de projeto e gerar evidências visuais que aceleram a tomada de decisão. Para engenharia reversa, o mesmo dado alimenta a modelagem paramétrica ou a geração de malhas para impressão 3D.
Processo de implantação
A adoção de um scanner de peças em um fluxo de inspeção existente costuma seguir quatro etapas, adaptáveis a diferentes segmentos:
- Preparação da peça e do ambiente
Limpeza superficial leve e, quando necessário, aplicação de pó revelador em superfícies muito escuras ou brilhantes. O equipamento opera em temperatura de chão de fábrica (de -10 °C a 40 °C), sem necessidade de sala climatizada.
- Captura da geometria
Com laser Classe I, o scanner varre a peça em múltiplas posições. O tempo de captura depende do tamanho e da complexidade, mas a digitalização de uma carcaça média ou de um componente de turbina é concluída em minutos, não em horas.

- Processamento e alinhamento
O software integrado alinha automaticamente as nuvens de pontos e faz o best-fit com o CAD nominal. A precisão metrológica de 0,020 mm, validada conforme VDI/VDE 2634, garante que os desvios reportados tenham confiabilidade técnica.
- Geração de relatórios e tomada de decisão
Mapas de desvio, análises de GD&T, tolerância de batimento e verificação de furos de montagem são exportados em formatos compatíveis com sistemas de qualidade. O relatório dimensional torna-se a evidência objetiva para liberação de lote ou acionamento de retrabalho.
Como o scanner de peças da INSVISION se encaixa nesse cenário
Equipamentos como o AlphaScan, da INSVISION, foram projetados para atuar exatamente nessas condições. A combinação de precisão metrológica estável, operação segura com laser Classe I e robustez térmica permite que o scanner seja usado diretamente na linha, sem deslocar a peça para um laboratório de metrologia.
A conformidade com a norma VDI/VDE 2634 e certificações como CE, FCC e CNAS oferece lastro técnico para auditores e clientes internos.

Na prática, o AlphaScan entrega leitura completa da superfície, não apenas pontos isolados.
Isso significa que um engenheiro de qualidade pode verificar, em uma única sessão, o perfil de uma superfície funcional, a posição de furos de montagem e o desvio de forma de uma região crítica — algo que exigiria múltiplas configurações em uma CMM tradicional.
Efeitos observáveis na operação
Sem recorrer a números que variam de fábrica para fábrica, os ganhos qualitativos relatados por equipes que adotaram esse tipo de solução incluem:
- Redução significativa do tempo de inspeção de primeiro artigo, com dados mais completos do que os obtidos por apalpador.
- Detecção antecipada de desvios de forma e tendências de desgaste, antes que se tornem não conformidades funcionais.
- Relatórios dimensionais visuais que facilitam a comunicação entre qualidade, engenharia e produção, eliminando interpretações ambíguas de tabelas numéricas.
- Aceleração de projetos de engenharia reversa, com modelos 3D gerados a partir da peça real em vez de desenhos desatualizados.
Como replicar em cenários semelhantes
O raciocínio descrito aqui se aplica a qualquer ambiente onde a geometria real da peça precise ser confrontada com uma referência digital. Setores que mais se beneficiam:
- Automotivo: inspeção de primeira peça, análise de tolerâncias de montagem, verificação de componentes estampados e fundidos.
- Aeroespacial MRO: registro de desgaste em pás de turbina, avaliação de deformação em componentes estruturais, digitalização para reparo.
- Energia: controle dimensional de carcaças, rotores e elementos de vedação, tanto na fabricação quanto na manutenção.
- Manufatura customizada e fabricação aditiva: captura de geometrias reais para ajuste de ferramental, otimização de pré-formas e validação de peças impressas.
Para validar a adequação ao seu fluxo, comece com uma peça representativa que contenha os callouts GD&T mais críticos. Compare o dado 3D gerado pelo scanner com o CAD nominal e com o método de inspeção atual. Avalie a estabilidade do alinhamento, a repetibilidade entre turnos e a clareza do relatório dimensional.
O critério prático é simples: dado confiável, relatório rastreável e decisão de qualidade mais rápida.
Resumo
O scanner de peças deixou de ser um recurso de nicho para se tornar uma ferramenta de produtividade em inspeção dimensional e engenharia reversa.
Ao capturar a superfície completa com precisão metrológica, ele resolve as limitações da medição ponto a ponto e fornece a base de dados que equipes de qualidade e engenharia precisam
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China