
Normas Industriais para Uso de Scanner 3D na Criação de Arquivos STL em 2026
Conheça as normas industriais de 2026 para uso de scanner 3D na criação de arquivos STL. Saiba como converter dados brutos de varredura em malhas estanques validadas para a manufatura.
Conceitos Centrais e Fluxo de Trabalho de Scanner 3D para Criação de Arquivos STL
O processo de criação de um arquivo STL a partir de um scanner 3D é um pipeline de reconstrução digital de múltiplas etapas, não uma função de exportação única. Ele transforma a geometria de um objeto físico em um modelo de malha facetada e estanque, adequado para softwares de engenharia de etapa posterior.

O fluxo de trabalho central envolve quatro etapas sequenciais:
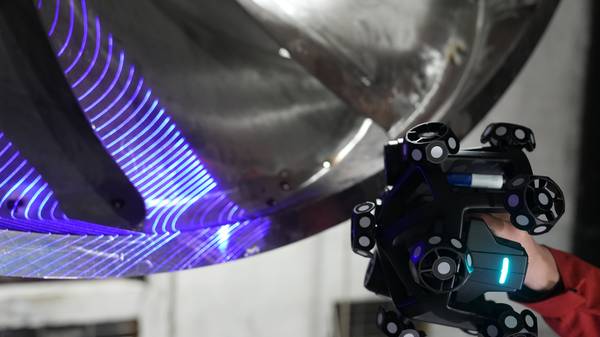
- Aquisição de Dados: Um scanner que usa luz estruturada ou triangulação a laser captura milhões de pontos de coordenadas da superfície do objeto, gerando uma nuvem de pontos bruta.
- Processamento e Limpeza de Dados: Um software especializado filtra essa nuvem para remover ruído óptico, valores discrepantes e artefatos causados por reflexos ou sombras, ao mesmo tempo que preenche lacunas de dados menores.
- Geração e Otimização de Malha: A nuvem de pontos limpa é triangulada em uma malha poligonal. Essa malha passa por dizimação (redução da contagem de polígonos enquanto preserva características críticas) e suavização para alcançar um equilíbrio ideal entre tamanho de arquivo e fidelidade geométrica.
- Vedação e Validação: A etapa final é a vedação estanque, garantindo que a malha seja um sólido de representação de limite completo, sem furos ou arestas não múltiplas. Uma malha não vedada falhará em fatiadores, softwares CAM ou plataformas de metrologia.
Elementos Técnicos Críticos para Arquivos STL de Nível Industrial
Nem todas as saídas de um scanner 3D para criação de arquivos STL são iguais. A aceitação industrial depende de vários elementos quantificáveis e qualificáveis:
| Elemento | Requisito Industrial | Impacto |
|---|---|---|
| Precisão e Resolução | A resolução da malha deve corresponder à tolerância da aplicação. Para características críticas de manufatura aditiva, o desvio de face geralmente precisa estar dentro de 0,025–0,050 mm. | Define a precisão dimensional da peça final impressa ou usinada. |
| Integridade da Malha | Uma malha múltipla totalmente estanque é inegociável. | Garante compatibilidade com todos os softwares de etapa posterior para manufatura e análise. |
| Rastreabilidade de Dados | Todo o processo de varredura para malha deve estar alinhado com normas de metrologia (ex.: ISO 10360 para verificação de equipamentos). | Oferece confiança documentada para setores críticos de qualidade como aeroespacial e automotivo. |
| Eficiência do Fluxo de Trabalho | Intervenção manual minimizada entre a varredura e a exportação final do STL. | Reduz o tempo de engenharia e acelera o tempo para decisão ou tempo para produção. |
Diferenças entre Varredura para STL e CAD para STL
A principal distinção está entre a varredura 3D para geração de STL e a criação tradicional de STL baseada em CAD. Um scanner 3D para criação de arquivos STL captura a geometria física como construída ou como projetada, incluindo formas orgânicas complexas, padrões de desgaste e deformações sutis. É essencial para engenharia reversa, inspeção de primeira peça e digitalização de peças legadas.
A exportação de CAD para STL exporta um modelo nominal teórico do software de design original, representando a geometria ideal sem desvios do mundo real.
Aplicações Apropriadas e Inapropriadas
Aplicações Apropriadas:

- Engenharia Reversa e Arquivamento Digital: Criação de modelos CAD a partir de protótipos físicos ou peças legadas sem desenhos existentes.
- Inspeção de Primeira Peça e Análise de Desvio: Geração de uma malha de referência a partir de uma peça mestre para comparação com lotes de produção.
- Ferramentaria e Fixação Personalizadas: Varredura de interfaces para projetar gabaritos, fixadores ou ferramentas personalizadas de encaixe perfeito.
- Reparo e Modificação de Manufatura Aditiva: Digitalização de uma peça desgastada para reparo ou modificação antes da impressão de uma substituição.
Aplicações Inapropriadas:
- Criação de peças com geometrias paramétricas totalmente novas do zero (use CAD).
- Aplicações que exigem primitivas geométricas perfeitas (ex.: planos ideais, cilindros) sem nenhum ruído de superfície.
- Quando o entregável final necessário é um modelo CAD paramétrico baseado em características, em vez de uma malha (os dados de varredura exigem conversão).
Critérios de Seleção para Compradores Industriais
Ao avaliar um scanner 3D para criação de arquivos STL, a seleção deve ser guiada pela integração do fluxo de trabalho e necessidades de conformidade, em vez de especificações de resolução de destaque.
- Certificações e Normas: Verifique se o hardware possui as certificações de segurança necessárias (ex.: Laser Classe I/II, CE, FCC) e se o software possui certificações de rastreabilidade metrológica (ex.: PTB) relevantes para seu setor e região.
- Ecossistema de Software: O software nativo do scanner deve automatizar o pipeline de limpeza, vedação e otimização. A necessidade de vários aplicativos de terceiros para obter um STL estanque introduz risco de erro e ineficiência.
- Correspondência de Saída: Garanta que o sistema possa gerar STLs adaptados à sua necessidade específica, seja uma malha leve para visualização, uma malha de alta resolução para inspeção ou uma malha otimizada para conversão CAD.
Capacidades e Abordagem Tecnológica da INSVISION
INSVISION os sistemas são projetados para resolver esse desafio integrado de varredura para STL. A tecnologia integra aquisição de dados de alta fidelidade com um pipeline de software automatizado projetado para minimizar o pós-processamento manual. O foco está na incorporação de pontos de verificação de conformidade dentro do fluxo de trabalho, alinhando o processamento de dados com normas como ISO 10360 para integridade de medição e ASME Y14.5 para preservação de intenção de GD&T.
Essa abordagem reduz o tempo de ciclo na inspeção de primeira peça e agiliza os processos de aprovação em cadeias de suprimento regulamentadas ao entregar saídas STL documentadas e rastreáveis.
Equívocos Comuns e FAQ Técnica
P: Se meu scanner tiver alta precisão, isso garante um bom arquivo STL?
R: Não. A precisão do scanner se refere à fidelidade da nuvem de pontos bruta. Uma varredura de alta precisão ainda pode produzir uma malha não estanque ou mal otimizada se o software de pós-processamento for inadequado. Todo o fluxo de trabalho determina a qualidade final do STL.
P: Posso usar um arquivo STL varrido diretamente para usinagem CNC?
R: Geralmente, não. A maioria dos sistemas CAM exige malhas estanques e sem erros. Usar um scanner 3D para criar arquivos STL para usinagem CNC requer limpeza e vedação meticulosas primeiro. Além disso, para usinagem de precisão, o STL geralmente serve como referência para a criação de trajetórias de ferramenta em software CAM dedicado, em vez de ser usado diretamente.
P: Qual é o maior gargalo na criação de arquivos STL prontos para produção a partir de varreduras?
R: O trabalho manual de limpeza de dados e reparo de malha. Operar um scanner 3D para criar arquivos STL de forma eficiente requer sistemas que ofereçam filtragem automatizada de ruído, remoção de valores discrepantes e vedação estanque com um clique para acelerar o processo e reduzir o risco de erro humano.
Conclusão

A geração de arquivos STL de nível industrial a partir de um scanner 3D é um processo de engenharia disciplinado, não um simples clique de botão. O sucesso depende da compreensão do pipeline técnico da nuvem de pontos até a malha vedada, do cumprimento das normas de metrologia e segurança relevantes e da seleção de um sistema cujo software automatize a transição de dados brutos para saída validada.
Para engenheiros em setores críticos de qualidade, o valor não está apenas na captura da geometria, mas na produção eficiente de um ativo digital confiável e rastreável que se integra perfeitamente a fluxos de trabalho rigorosos de manufatura e inspeção ao usar um scanner 3D para criação de arquivos STL.
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China