
Na linha de estampagem Tier-1: o relatório de inspeção 3D diante de lote
Em 2026, fabricantes de componentes automotivos, aeroespaciais e de dispositivos médicos operam sob uma equação cada vez mais apertada: lotes menores, praz

Em 2026, fabricantes de componentes automotivos, aeroespaciais e de dispositivos médicos operam sob uma equação cada vez mais apertada: lotes menores, prazos de entrega comprimidos e exigência de rastreabilidade total, como a requerida pela IATF 16949.
Nesse ambiente, o gargalo na inspeção dimensional deixa de ser apenas um incômodo técnico e se transforma em um dreno silencioso de margem. Cada hora de célula de medição parada, cada lote liberado com atraso ou cada peça não conforme que escapa para o cliente corrói a lucratividade e a credibilidade do fornecedor.
Este artigo examina, sob a ótica de custos e operações, como a adoção de um relatório de inspeção 3D — gerado a partir de escaneamento óptico de campo total e integrado a um fluxo digital contínuo — ataca as principais fontes de ineficiência.
O foco está nos ganhos de produtividade, na redução de retrabalho, na desoneração de mão de obra especializada e na aceleração do ritmo de entregas, sem promessas vazias de ROI.
Onde a medição tradicional drena recursos
Em uma linha de estampagem de um fornecedor Tier-1 automotivo, peças saem da prensa a cada poucos segundos. A equipe de qualidade precisa decidir, em minutos, se o lote está conforme ou se o ferramental está derivando.
Métodos baseados em gabaritos, calibres passa-não-passa ou máquinas de medir por coordenadas (CMM) com apalpador de contato não acompanham esse ritmo. O resultado é um acúmulo de peças aguardando liberação, atrasos na expedição e, no pior cenário, o envio de itens fora de especificação para a montadora.
O custo real aparece em três frentes:
- Tempo de programação e medição: programar rotinas ponto a ponto para uma primeira peça com geometria complexa — superfícies orgânicas, paredes finas ou canais internos de refrigeração — pode consumir horas ou até dias. Enquanto isso, a célula de inspeção fica indisponível para outras análises.
- Dados incompletos e retrabalho: o apalpador coleta pontos discretos, deixando regiões inteiras sem verificação. O relatório resultante é uma aproximação estatística, não um espelho da peça real. Desvios de forma que não aparecem na amostragem acabam gerando retrabalho ou refugo em etapas posteriores, com custo multiplicado.
- Dependência de operadores experientes: a interpretação de relatórios tradicionais e a decisão de liberar um lote frequentemente recaem sobre profissionais seniores, criando um ponto único de falha e dificultando a padronização entre turnos.
Quando se adiciona a exigência de rastreabilidade completa, o modelo convencional se torna ainda mais frágil. Montar evidências objetivas para uma auditoria de cliente a partir de medições pontuais exige esforço manual e está sujeito a questionamentos.
Como o escaneamento 3D reescreve a equação de custos
A substituição da medição por contato pelo escaneamento óptico de campo total altera a dinâmica de custos em vários elos da cadeia de inspeção.
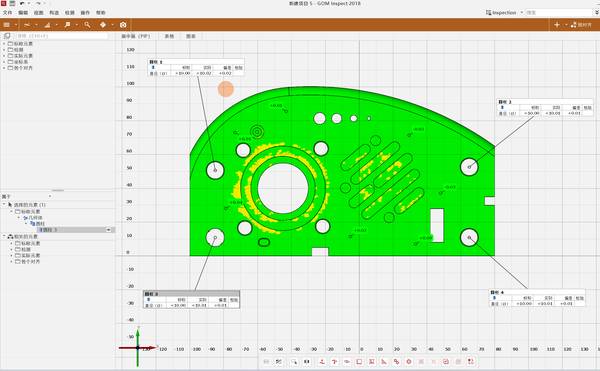
O elemento central é o relatório de inspeção 3D, que captura a geometria completa da peça, alinha a nuvem de pontos ao modelo CAD nominal e entrega mapas de desvios coloridos com análise de tolerâncias GD&T — tudo em um fluxo contínuo, sem exportações manuais ou retrabalho de alinhamento.
Eficiência na inspeção e redução do ciclo de medição
Ponto de dor: horas ou dias gastos na programação de CMM e na coleta de pontos discretos, com a célula de inspeção bloqueada.
Melhoria: o escaneamento captura milhões de pontos em segundos e reconstrói a superfície completa. O software alinha automaticamente a nuvem ao CAD e aplica as tolerâncias.
Valor observável: o tempo de inspeção de primeiro artigo (FAI) em componentes complexos cai de horas para minutos. A célula de medição é liberada mais rápido, aumentando a capacidade de análise sem investimento adicional em equipamentos.
Redução de retrabalho e refugo
Ponto de dor: peças com desvios de forma não detectados avançam na produção, gerando retrabalho caro ou sucateamento no final da linha.
Melhoria: o mapa de desvios do relatório de inspeção 3D mostra exatamente onde a peça está fora da especificação, permitindo correções imediatas no ferramental ou no processo, antes que lotes inteiros sejam comprometidos.
Valor observável: menos horas de retrabalho, menor consumo de matéria-prima descartada e redução do risco de não conformidades escaparem para o cliente — um fator que protege a margem e evita multas contratuais.
Menor dependência de mão de obra especializada
Ponto de dor: a programação de rotinas de medição e a interpretação de relatórios tradicionais exigem profissionais altamente qualificados, difíceis de reter e de escalar entre turnos.

Melhoria: o fluxo integrado de escaneamento, alinhamento e geração do relatório de inspeção 3D reduz a subjetividade do operador. O sistema entrega evidências visuais objetivas, que podem ser revisadas por qualquer membro da equipe de qualidade.
Valor observável: o conhecimento de inspeção fica embarcado no processo digital, não apenas na experiência individual. Isso facilita a operação em múltiplos turnos e diminui o impacto da rotatividade de pessoal.
Aceleração do ritmo de entrega e resposta a pedidos
Ponto de dor: atrasos na liberação de lotes comprometem o prazo de entrega e a capacidade de atender pedidos urgentes, especialmente em cenários de lotes pequenos e alta variedade.
Melhoria: com a inspeção acelerada e a confiança nos dados geométricos completos, a decisão de liberar um lote se torna mais rápida e baseada em evidências.
Valor observável: lead times de qualidade mais curtos permitem que a fábrica responda com agilidade a demandas de última hora, melhorando a percepção de confiabilidade junto aos compradores.
Rastreabilidade e confiança do cliente
Ponto de dor: auditorias de cliente e exigências normativas demandam evidências de que cada peça foi inspecionada de forma completa, não apenas por amostragem estatística.
Melhoria: cada desvio registrado no relatório de inspeção 3D fica vinculado diretamente à nuvem de pontos original, criando um registro digital imutável e rastreável.
Valor observável: a preparação para auditorias se torna mais rápida e robusta, reduzindo o risco de não conformidades documentais. A transparência dos dados fortalece a relação com o cliente e pode ser um diferencial em negociações comerciais.
Estrutura para avaliar o impacto operacional
Antes de qualquer investimento, a gestão da fábrica pode construir uma estimativa própria do retorno potencial, substituindo suposições por dados internos. A tabela a seguir organiza os principais direcionadores de custo que um relatório de inspeção 3D é capaz de influenciar.
| Direcionador de custo | O que medir hoje | Como o escaneamento 3D atua | Indicador para acompanhar |
|---|---|---|---|
| Tempo de inspeção por peça/lote | Horas gastas em programação CMM + medição + elaboração de relatório | Redução drástica do ciclo com captura de campo total e geração automática do relatório | Horas de célula de inspeção ocupadas por lote |
| Retrabalho interno | Horas de mão de obra e material consumido para corrigir peças não conformes detectadas tardiamente | Detecção precoce de desvios de forma, antes da montagem ou expedição | Taxa de retrabalho (%) e custo mensal associado |
| Refugo | Custo de matéria-prima e processamento de peças descartadas | Menos lotes comprometidos por desvios não identificados | Valor do refugo mensal (R$) |
| Mão de obra em inspeção | Dependência de programadores e metrologistas seniores; horas extras para cobrir picos | Automação do alinhamento e da geração de relatórios; redução da subjetividade | Horas de especialista alocadas à inspeção dimensional |
| Atrasos de entrega por liberação de qualidade | Número de remessas atrasadas cuja causa raiz foi o tempo de inspeção | Liberação mais rápida com dados completos e confiáveis | % de entregas no prazo e lead time de liberação |
| Custo de não conformidade externa | Multas, fretes extras, devoluções e perda de credibilidade | Rastreabilidade total e evidências objetivas que reduzem a probabilidade de fuga de defeitos | Ocorrências de qualidade reportadas pelo cliente |
A recomendação é que a equipe de engenharia de manufatura e controladoria selecione duas ou três famílias de peças críticas e colete os valores atuais desses indicadores por um período de três meses.
Esse baseline servirá para comparar os resultados após a implantação do fluxo de inspeção 3D, permitindo uma avaliação de custo-benefício ancorada na realidade da planta.
Onde a INSVISION entrega melhorias perceptíveis
A INSVISION oferece um ecossistema que conecta escaneamento óptico, alinhamento ao CAD e emissão do relatório de inspeção 3D em um único ambiente — o software 3D INSVISION.
Para o gestor de qualidade ou o comprador industrial, isso elimina a fricção entre diferentes ferramentas e encurta o caminho entre a dúvida sobre a conformidade de uma peça e a decisão de liberá-la.
Na prática, o fluxo funciona assim: o scanner captura a nuvem de pontos; o 3D INSVISION alinha os dados ao modelo nominal, aplica as tolerâncias GD&T e gera mapas de desvios coloridos; o módulo SMARPARA Q consolida a comparação e produz o relatório final.
Tudo ocorre sem exportações manuais, reduzindo o risco de erros de manipulação e garantindo que cada desvio fique vinculado à nuvem original — um atributo valioso em auditorias.
Os cenários de maior impacto operacional são aqueles em que a geometria da peça desafia os métodos tradicionais: superfícies orgânicas, paredes finas, canais internos de refrigeração ou tolerâncias de forma apertadas.
Nesses casos, o ganho de tempo no primeiro artigo e a confiabilidade do dado geométrico completo se traduzem diretamente em menos horas de célula de inspeção ocupada e menos lotes parados.
Para que o sistema entregue esse valor de forma consistente, a INSVISION recomenda uma validação de campo antes da implantação definitiva. Três pontos merecem atenção:
- Estabilidade da peça e condições do ambiente: vibração excessiva ou iluminação descontrolada degradam a nuvem de pontos e comprometem a repetibilidade do relatório.
- Calibração do scanner: um equipamento fora dos parâmetros do fabricante introduz desvios sistemáticos que só serão percebidos quando o refugo aparecer.
- Verificação com peça de referência: a equipe deve escanear uma peça conhecida, gerar o relatório no 3D INSVISION e conferir se os mapas de cores e os valores de desvio batem com medições anteriores por métodos independentes. Repetir o procedimento três vezes com o mesmo operador ajuda a identificar variações acima da incerteza declarada e a ajustar a fixação ou a estratégia de digitalização.
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China