
Categorias de scanner de medição 3D: contato e sem contato na inspeção industrial
Conheça as categorias de scanner de medição 3D — contato e sem contato — e os critérios para escolher a tecnologia certa para inspeção dimensional industrial.
Categorias de scanner de medição 3D: contato e sem contato na inspeção industrial
A medição dimensional na indústria deixou de ser apenas uma etapa de conferência. Em setores como automotivo, aeroespacial, energia e dispositivos médicos, o scanner de medição 3D se tornou peça central para garantir conformidade geométrica, reduzir incertezas e sustentar decisões de engenharia com dados rastreáveis.
A escolha do equipamento, porém, não começa pela tecnologia — começa pela peça, pelo fluxo de produção e pelo custo real do retrabalho que se quer evitar.
Notas de termos
A medição dimensional na indústria deixou de ser apenas uma etapa de conferência.
O que define um scanner de medição 3D industrialDiferente de um digitalizador genérico, um scanner de medição industrial é um instrumento metrológico projetado para captura…
A divisão mais prática para o ambiente industrial separa os scanners de medição em duas categorias: sistemas por contato e s…
Scanners de medição por contatoNesses sistemas, a aquisição de coordenadas ocorre pelo toque físico de uma ponta ou sonda sobre a superfície.
Este artigo apresenta as duas grandes famílias de scanners de medição industriais — contato e sem contato — e mostra como a classificação por método de operação se conecta diretamente a ganhos de eficiência, redução de desperdício e previsibilidade na entrega.
O que define um scanner de medição 3D industrial
Diferente de um digitalizador genérico, um scanner de medição industrial é um instrumento metrológico projetado para capturar nuvens de pontos tridimensionais e compará-las com modelos CAD, tolerâncias GD&T e requisitos normativos.
Ele alimenta análises de perfil, planicidade, batimento e inspeção de primeira peça, gerando relatórios que atendem a auditorias ISO/ASME.
Paquímetros e micrômetros continuam úteis para cotas simples. Máquinas de medição por coordenadas fixas entregam alta exatidão em rotinas controladas.
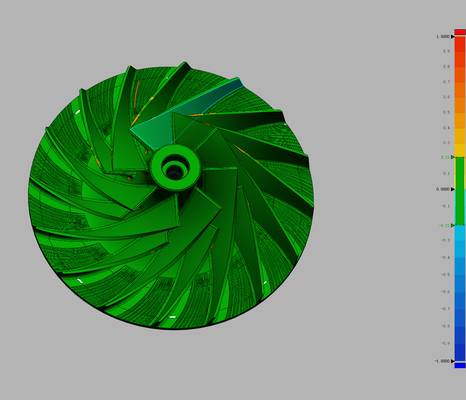
O scanner de medição entra quando a geometria é complexa, os pontos de controle são numerosos ou a comparação direta contra o modelo teórico precisa ser visualizada em um mapa de desvios.
Essa capacidade de enxergar a peça inteira, e não apenas alguns pontos isolados, muda a velocidade e a profundidade da análise dimensional.

Classificação por método de operação: contato e sem contato
A divisão mais prática para o ambiente industrial separa os scanners de medição em duas categorias: sistemas por contato e sistemas sem contato. Cada uma atende a um conjunto específico de condições de peça, ambiente e exigência metrológica.
Scanners de medição por contato
Nesses sistemas, a aquisição de coordenadas ocorre pelo toque físico de uma ponta ou sonda sobre a superfície. Incluem tanto CMMs fixas quanto braços portáteis com ponteiro de apalpação.
O princípio é direto: a ponta registra pontos definidos, e o software compara as coordenadas com o CAD ou com as tolerâncias especificadas.
São indicados para peças rígidas, estáveis dimensionalmente e sem superfícies sensíveis ao toque. Funcionam bem quando os datums e as chamadas GD&T estão em regiões acessíveis e a verificação pode ser feita ponto a ponto.
Em componentes com tolerâncias de batimento ou posição bem localizadas, o método por contato oferece um caminho confiável e de menor complexidade óptica.
Scanners de medição sem contato
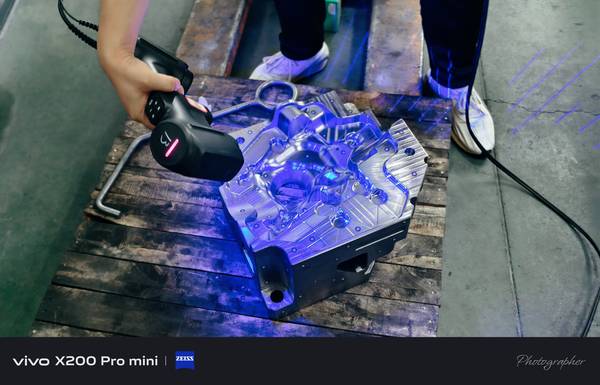
Aqui a captura da nuvem de pontos acontece sem tocar a peça. Tecnologias ópticas como triangulação a laser azul, luz estruturada e projeção de franjas de luz branca registram milhares ou milhões de pontos por segundo. O laser azul se destaca em detalhes finos, cavidades e superfícies metálicas complexas.
A luz estruturada cobre áreas maiores com rapidez, enquanto a luz branca opera em ambientes mais controlados, com alta resolução.
A principal vantagem operacional está na velocidade de aquisição e na capacidade de mapear geometrias que seriam inviáveis com apalpação ponto a ponto.
Isso reduz o tempo de inspeção, diminui a movimentação de peças grandes e permite que a medição aconteça mais perto da linha de produção, preservando o ritmo de entrega.
Limites de adequação: quando cada tipo entrega mais valor
A decisão entre contato e sem contato deve ser pautada pela peça e pelo fluxo de trabalho, não pelo catálogo. Em uma linha de estampagem de um fornecedor Tier 1, por exemplo, a escolha errada pode gerar gargalos de inspeção ou dados pouco representativos.
- Peças rígidas, geometria aberta e tolerâncias pontuais tendem a ser bem atendidas por scanners de contato. O toque da sonda não compromete a superfície e a medição se concentra nos features críticos.
- Peças com geometria complexa, furos profundos, acabamento delicado ou superfícies que não podem sofrer contato pedem scanners sem contato a laser azul ou luz estruturada. A inspeção ganha agilidade e a peça não é submetida a esforços mecânicos.
Em soluções metrológicas como as da INSVISION, a validação de exatidão segue a norma VDI/VDE 2634, referência internacional para sistemas ópticos de medição 3D. Esse tipo de comprovação é relevante em inspeção de primeiro artigo, MRO aeroespacial e processos que exigem rastreabilidade documentada.
Onde o scanner de medição reduz custo operacional
A escolha correta do scanner de medição não é apenas uma decisão técnica — é uma alavanca de eficiência. Quatro frentes ilustram o impacto direto no dia a dia da fábrica:
- Ciclo de inspeção mais curto
A captura de uma nuvem de pontos completa substitui dezenas de medições manuais. Peças que exigiam horas de apalpação passam a ser digitalizadas em minutos, liberando capacidade de controle de qualidade sem aumentar o quadro de inspetores.
- Redução de retrabalho e sucata
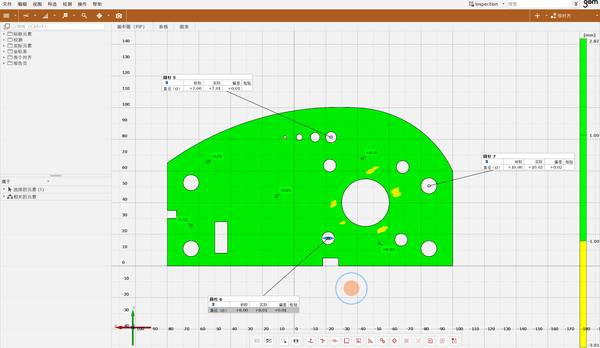
Com um mapa de desvios gerado ainda durante o processo, desvios dimensionais são identificados antes que a peça avance na linha. Isso evita que um lote inteiro seja comprometido e reduz o custo de não qualidade.
- Menor dependência de mão de obra especializada
Rotinas de medição programáveis e relatórios automatizados diminuem a necessidade de profissionais altamente experientes para cada setup. O conhecimento metrológico fica embarcado no processo, não apenas nas pessoas.
- Rastreabilidade e confiança do cliente
Relatórios de inspeção baseados em nuvem de pontos, com comparação direta ao CAD e registro de tolerâncias, fortalecem a documentação para auditorias e aumentam a previsibilidade na relação com contratantes regulados.
Equívocos comuns na seleção de um scanner de medição industrial
Um equipamento que anuncia 7,1 milhões de medições por segundo pode impressionar, mas uma peça com tolerância de 0,03 mm conta uma história diferente. O erro mais frequente é olhar apenas a velocidade de captura e ignorar se a exatidão declarada atende às chamadas GD&T e aos requisitos de inspeção de primeiro artigo.
Em aplicações industriais, o scanner de medição precisa ser avaliado contra o desenho da peça, não contra o folheto de vendas.
Outro ponto subestimado é a faixa de temperatura de operação. Em chão de fábrica, área de energia ou MRO aeroespacial, trabalhar fora da faixa validada compromete estabilidade e repetibilidade.
Equipamentos como o AlphaScan da INSVISION operam de -10 °C a 40 °C e entregam exatidão metrológica de até 0,020 mm, conforme configuração — um exemplo de especificação que interessa diretamente a quem gerencia qualidade em ambientes não climatizados.
Certificações exigidas por clientes regulados também entram na balança. CE, FCC e certificações metrológicas como CNAS podem ser decisivas em auditorias ISO e na homologação de fornecedores. Ignorar esses requisitos na seleção inicial costuma gerar retrabalho administrativo e atrasos na qualificação.
Critérios práticos para orientar a escolha
Antes de decidir, três perguntas ajudam a alinhar a seleção do scanner de medição com as necessidades reais da operação:
- A peça pode ser tocada sem alterar forma, acabamento
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China