
Come le code di ispezione bloccano i flussi di lavoro dei bracci di scansione
In questo articolo: Code di ispezione: la tassa invisibile sulle operazioni lean, implementazione della mobilità: INSVISION AlphaScan nel flusso di lavoro quotidiano, quantificazione del cambiamento: Labo...
Ogni minuto in cui un componente critico rimane inattivo in attesa di misurazione è una perdita diretta dal tuo budget per la manodopera e un duro colpo per il ritmo di produzione. Per gli ingegneri e i team di acquisti che gestiscono linee lean nel settore automotive o aerospaziale, questo collo di bottiglia non è solo un ritardo: è un costo sistemico nascosto nel Costo Totale di Possesso (TCO).
La metrologia tradizionale a coordinate fisse e le sonde manuali creano code, vincolando gli operatori specializzati ai dispositivi di fissaggio e causando ritardi nella generazione di report che mettono a rischio la conformità ISO/ASME. Il passaggio a un flusso di lavoro con braccio di scansione veramente mobile risolve questo problema portando la misurazione sul pezzo, non il pezzo alla stazione di misurazione.
Questo articolo analizza come la scansione 3D portatile adattiva di INSVISION preserva il takt time, rialloca la manodopera specializzata e trasforma il controllo qualità da un fattore di blocco a un acceleratore di produzione.

Code di ispezione: la tassa invisibile sulle operazioni lean
In un reparto produzione moderno, la coda presso una stazione CMM fissa è più di un inconveniente. Rappresenta capitale stagnante: un grande pannello di fusoliera aerospaziale o un assemblaggio di telaio di veicolo che occupa spazio prezioso in attesa della verifica GD&T. Questo ritardo posticipa le azioni correttive e obbliga a fare straordinari per rispettare le scadenze di audit.
La causa principale risiede spesso negli strumenti legacy che faticano a gestire condizioni di contorno complesse: rivestimenti ad alta riflettività su pezzi in composito o caratteristiche interne profonde come i fori per bulloni nelle fusioni. Ognuno di questi scenari richiede dispositivi di fissaggio speciali, sostituzioni di sonde o trattamenti superficiali, fermando completamente la produttività.
Il calcolo per gli acquisti deve andare oltre il prezzo dell’hardware per valutare i costi di manodopera e ritardo intrinseci a questi flussi di lavoro statici.
Implementazione della mobilità: INSVISION AlphaScan nel flusso di lavoro quotidiano
Integrare un dispositivo di grado metrologico senza interrompere la produzione richiede un focus sull’adozione da parte degli operatori e sulla continuità dei dati. INSVISION AlphaScan è progettato per questa transizione. Il suo peso di 1070 grammi riduce l’affaticamento durante l’uso per l’intero turno sulla linea o nel reparto di ispezione.
La configurazione laser modulare del sistema è specifica per ogni attività: 22 linee blu incrociate per l’acquisizione rapida di aree ampie su un telaio, sette linee per i dettagli fini su una pala di turbina e una linea singola dedicata per la scansione di fori profondi fino al doppio della profondità del diametro interno, senza necessità di rivestimento spray.
[Operatore che muove AlphaScan lungo un carter curvo, con generazione di mesh in tempo reale visibile sullo schermo del tablet]

Fondamentale, la fotogrammetria integrata mantiene l’accuratezza globale su assemblaggi di più metri senza tracker esterni, semplificando l’ingegneria inversa su larga scala o le operazioni di MRO sul campo. L’allineamento della nuvola di punti guidato dall’AI automatizza quindi l’unione dei dati, un’attività che in precedenza richiedeva molto tempo agli ingegneri.
Il flusso di lavoro si conclude con un passaggio di dati pulito: le nuvole di punti dense vengono inviate direttamente ai software di ispezione standard per l’analisi GD&T automatizzata, generando un report di deviazione con mappa a colori pronto per l’audit.
Quantificazione del cambiamento: riallocazione della manodopera e cicli accelerati
Il ritorno sull’investimento di un braccio di scansione mobile si misura nel tempo recuperato e nei ruoli riqualificati. Gli indicatori di produttività validati dimostrano guadagni di efficienza significativi: l’acquisizione di un telaio di veicolo completo, ad esempio, può essere effettuata in circa 10 minuti. Questa velocità minimizza gli arresti della linea per l’ispezione del primo articolo e accelera il ciclo dati-decisione da ore a minuti.
Il risparmio sul TCO più rilevante deriva dalla riallocazione della manodopera. Eliminando i fissaggi complessi e riducendo lo sforzo fisico, il sistema INSVISION libera gli ingegneri metrologi dalla raccolta ripetitiva di dati. La loro competenza viene reindirizzata verso l’analisi dei risultati e l’implementazione di azioni correttive, attività che generano un valore maggiore.
Inoltre, la fotogrammetria integrata elimina i costi di capitale e di configurazione dei sistemi di tracciamento esterni per progetti su grande volume. Questa combinazione di cicli più veloci e lavoro a valore aggiunto massimo massimizza il tuo investimento in capitale umano.

| Punti di forza principali | Scenari di applicazione ideali |
|---|---|
| Copertura rapida di aree ampie con 22 linee laser blu incrociate | Telai automotive, pannelli di recipienti energetici, componenti strutturali aerospaziali |
| Modalità dedicate per fori profondi e dettagli fini (7 linee + 1 linea singola) | Cavità di stampo, fusioni con fori filettati, carter lavorati con precisione |
| Fotogrammetria integrata per l’accuratezza globale senza tracker esterni | Scansione dinamica in reparto produzione, ingegneria inversa su larga scala, ispezioni MRO sul campo |
| Allineamento della nuvola di punti guidato dall’AI e report di ispezione con un clic | Produzione ad alta miscela/basso volume, audit di conformità ISO/ASME, linee di controllo qualità lean |
Schema pratico per la selezione e la validazione degli scanner
Per i responsabili degli acquisti che valutano se un braccio di scansione può sostituire o integrare i CMM fissi, la decisione dipende dalla validazione pratica rispetto ai tuoi pezzi e standard specifici. Inizia dalla geometria: conferma che il sistema può gestire le finiture superficiali tipiche dei tuoi pezzi, metalli lucidati o compositi scuri, senza rivestimento spray problematico, e verifica la sua capacità di scansione sulle tue caratteristiche interne più profonde.
Definisci le condizioni di contorno controllando la stabilità della calibrazione nell’ambiente del tuo stabilimento e confermando che l’accuratezza sul volume soddisfi le tue fasce di tolleranza, come ±0,025 mm per l’ispezione degli utensili. La validazione pilota è imprescindibile. Scansiona pezzi rappresentativi, ad esempio un carter lavorato con posizioni di fori critiche, e confronta la densità della nuvola di punti e l’output GD&T con i dati del tuo CMM di riferimento.
Questo test rivela anche il tempo effettivo di onboarding degli operatori.
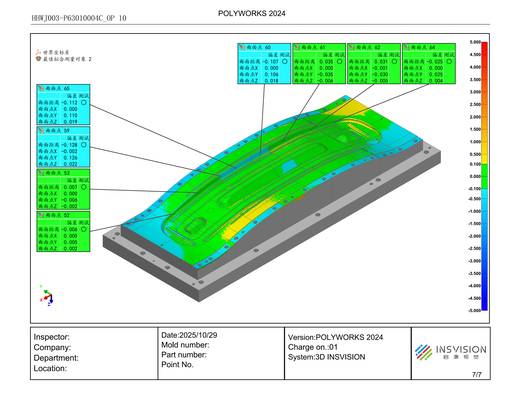
[Vista affiancata di un pezzo fisico e del suo report di analisi delle deviazioni con mappa a colori sullo schermo]
Infine, valuta il flusso di lavoro del software. Si integra con il tuo software di ispezione esistente? La generazione di report soddisfa i tuoi requisiti di audit interni ed esterni? L’obiettivo è un’integrazione perfetta con il tuo ritmo di produzione.
Per passare dalla valutazione all’integrazione, la tua validazione deve specificare il materiale dei pezzi, l’intervallo di dimensioni, le soglie di tolleranza critiche e l’attuale takt time della linea. Quale formato di report richiede il tuo team qualità? Definire questi parametri garantisce che la soluzione scelta, come il braccio di scansione INSVISION AlphaScan, sia adatta alle esigenze reali del tuo flusso di lavoro.
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina