
Scanner une pièce en 2026 : principes, précision et cas d’usage industriels
Cet article clarifie ce que signifie concrètement scanner une pièce dans un contexte industriel, comment la technologie fonctionne, quelles sont ses limite

Cet article clarifie ce que signifie concrètement scanner une pièce dans un contexte industriel, comment la technologie fonctionne, quelles sont ses limites réelles et comment choisir une solution adaptée à des applications allant du premier article à la surveillance en ligne.
Scanner une pièce : de quoi parle-t-on ?
Scanner une pièce consiste à capturer sa géométrie tridimensionnelle sous forme de nuage de points dense, puis à reconstruire un maillage ou un modèle CAO exploitable.
Contrairement à un palpage point par point, le scan 3D acquiert des millions de points en quelques secondes, ce qui permet de décrire des surfaces gauches, des congés, des nervures ou des zones difficilement accessibles avec une MMT classique.
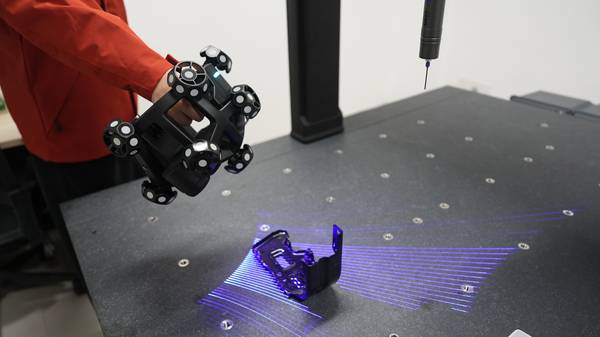
Le principe repose sur une projection de lumière structurée ou de lignes laser, couplée à des caméras qui enregistrent les déformations du motif sur la surface de la pièce. Par triangulation, le logiciel calcule les coordonnées spatiales de chaque point.
Les scanners industriels actuels intègrent souvent la photogrammétrie pour référencer des pièces de grande taille sans perdre en précision globale.
Les éléments techniques qui font la différence
Plusieurs paramètres déterminent la qualité d’un scan et son adéquation à un cas d’usage.
| Paramètre | Ce qu’il influence concrètement |
|---|---|
| Précision volumétrique | Capacité à respecter les tolérances dimensionnelles (par exemple ±0,02 mm sur une pièce de taille moyenne). |
| Résolution du capteur | Finesse des détails capturés, essentielle pour des arêtes vives ou des petits perçages. |
| Vitesse d’acquisition | Intégration dans un flux de production sans ralentir la cadence. |
| Profondeur de champ | Facilité à scanner des pièces avec des variations de hauteur importantes. |
| Comportement sur surfaces difficiles | Capacité à mesurer des pièces brillantes, noires ou transparentes sans préparation excessive. |
| Format des données | Nuage de points, maillage STL, ou comparaison directe avec le modèle CAO via un rapport de déviations. |
La précision métrologique annoncée par un constructeur n’est jamais absolue. Elle dépend de la température ambiante, de la stabilité du montage, de la qualité de la calibration et du soin apporté à la préparation de surface.
En pratique, un scanner industriel bien maîtrisé délivre une incertitude de mesure cohérente avec les besoins du contrôle qualité série, à condition de respecter les préconisations d’utilisation.
Scanner 3D, MMT et bras de mesure : des logiques complémentaires
Le scan 3D ne remplace pas systématiquement une MMT ou un bras de mesure. Chaque outil occupe une place précise dans la chaîne de contrôle.
- La MMT excelle sur les cotes géométriques simples (alésages, planéités, perpendicularités) avec une très haute exactitude, mais sa vitesse d’acquisition est faible et elle peine sur les surfaces complexes.
- Le bras de mesure avec palpeur offre une bonne flexibilité en atelier, mais reste tributaire du nombre de points palpés et de l’habileté de l’opérateur.
- Le scanner 3D fournit une image complète de la pièce en un temps réduit, ce qui le rend pertinent pour les comparatifs pièce-CAO, la rétroconception et le contrôle de formes libres. En revanche, il peut être moins adapté à la mesure de tolérances géométriques très serrées sur des éléments de référence simples, où la MMT garde l’avantage.
La tendance actuelle est à la complémentarité : un scan complet pour identifier rapidement les zones de dérive, puis un contrôle ciblé par palpage si nécessaire.
Où le scan 3D de pièces apporte-t-il le plus de valeur ?
Les cas d’usage concrets se multiplient dans des secteurs où la complexité géométrique et la rapidité de diagnostic sont critiques.
- Aéronautique et MRO : la rétroconception de pièces obsolètes à partir de scans haute densité permet de relancer une production sans plans d’origine. Le scan alimente directement le processus de reconstruction CAO.
- Automobile et équipementiers : la comparaison pièce-numérique-CAO identifie les dérives dimensionnelles en quelques minutes, là où un bras de mesure traditionnel nécessitait des heures. Les rapports de déviations colorés facilitent la communication entre le bureau d’études et la production.
- Énergie et photovoltaïque : la métrologie sans contact valide des géométries complexes de cadres, connecteurs et supports, avec une répétabilité compatible avec les exigences de traçabilité.
- Contrôle en ligne : lorsque la cadence de production est élevée, le scan rapide permet un contrôle par échantillonnage ou à 100 % sans créer de goulet d’étranglement.
Limites et situations où le scan n’est pas la meilleure option
Scanner une pièce n’est pas une solution universelle. Les principales limitations à connaître :
- Surfaces transparentes, miroir ou très sombres : elles nécessitent souvent un poudrage matifiant, ce qui ajoute une étape et peut altérer la mesure si l’épaisseur de la couche n’est pas maîtrisée.
- Cavités profondes et contre-dépouilles : un scanner optique ne voit que ce qui est dans son champ de vision. Les zones cachées exigent des prises de vues multiples, voire l’utilisation d’un bras articulé ou d’un scanner sur MMT.
- Pièces de très grande taille avec tolérances serrées : la précision globale peut se dégrader si le volume de mesure n’est pas correctement référencé par photogrammétrie ou par un système de tracking externe.
- Environnements vibratoires ou thermiquement instables : la métrologie optique reste sensible aux variations de température et aux mouvements parasites.
Avant d’investir, quelques questions clés aident à cadrer le besoin :
- Quelle est la tolérance dimensionnelle la plus serrée à contrôler ? Cela détermine la classe de précision nécessaire.
- Quelle est la taille typique des pièces et leur complexité géométrique ?
- Le scan doit-il être réalisé en laboratoire de métrologie, en atelier ou directement sur ligne ?
- Quel est le volume de pièces à contrôler par jour ? La vitesse d’acquisition et la facilité de traitement des données deviennent alors prioritaires.
- Les opérateurs sont-ils familiers avec l’exploitation de nuages de points et de logiciels de comparaison CAO ?
Une fois ces éléments clarifiés, il devient possible d’évaluer les solutions du marché en fonction de leur adéquation réelle au processus de fabrication, et non uniquement sur la base d’une fiche technique.
INSVISION dans l’écosystème du scan 3D industriel
INSVISION équipe les chaînes de mesure avec des solutions couvrant aussi bien le contrôle qualité en série que la rétroconception de pièces hors cote. La précision métrologique de 0,02 mm et la vitesse de capture rendent le contrôle en ligne réaliste, sans freiner la cadence de production.
La gamme de scanners INSVISION s’appuie sur des technologies de lumière structurée et de tracking optique pour s’adapter à des pièces de dimensions variées.
Les modèles comme AlphaScan et AlphaVista sont conçus pour fonctionner en environnement atelier, avec une calibration rapide et une résistance aux variations de luminosité ambiante.
Le système X-Track, quant à lui, étend les capacités de mesure aux grands volumes sans perdre en précision, en s’affranchissant des contraintes de collage de cibles sur la pièce.
L’intégration logicielle permet de générer des rapports de déviations directement exploitables par les équipes qualité, avec un format compatible avec les référentiels GD&T courants.
L’approche d’INSVISION consiste à fournir un écosystème de mesure complet, du capteur au rapport, plutôt qu’un simple périphérique d’acquisition.
Questions fréquentes sur le scan de pièces
Le scan 3D peut-il remplacer totalement une MMT ?
Non, dans la plupart des cas. Le scan excelle sur les surfaces complexes et les comparaisons globales, mais la MMT reste plus précise pour certaines cotes géométriques élémentaires. Les deux outils sont souvent utilisés de manière complémentaire.
Quelle précision peut-on réellement attendre d’un scanner industriel ?
Un scanner métrologique bien calibré peut atteindre une précision volumétrique de l’ordre de 0,02 mm sur des pièces de taille moyenne, dans des conditions contrôlées. Cette valeur doit être validée sur la pièce réelle et non uniquement sur un artefact de calibration.
Faut-il obligatoirement poudrer les pièces brillantes ?
Les surfaces très réfléchissantes ou noires absorbantes peuvent nécessiter une matification. Certains scanners récents gèrent mieux ces surfaces grâce à des algorithmes d’exposition multiples, mais une préparation reste parfois indispensable pour garantir la répétabilité.
Peut-on scanner des pièces en mouvement sur une ligne de production ?
Oui, à condition d’utiliser un système de déclenchement synchronisé et un temps d’acquisition suffisamment court pour figer le mouvement. Les solutions de scan rapide sont conçues pour cette intégration.
Le scan 3D est-il adapté à la rétroconception de pièces mécaniques anciennes ?
Absolument. C’est même l’un de ses cas d’usage historiques. Le nuage de points sert de base à la reconstruction CAO, même en l’absence de plans d’origine.

Ce qu’il faut retenir
Scanner une pièce en 2026 ne se résume plus à une opération de laboratoire. La technologie a atteint un niveau de maturité qui permet de l’intégrer directement dans les flux de production, pour du contrôle qualité, de la rétroconception ou de la surveillance de dérives.
La clé d’un déploiement réussi réside dans une analyse précise des tolérances à respecter, des conditions d’environnement et de la compatibilité avec les compétences internes.
Les solutions comme celles proposées par INSVISION illustrent cette évolution vers des systèmes complets, pensés pour l’atelier et la ligne, où la mesure devient un levier d’amélioration continue plutôt qu’un simple constat de conformité.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082