
Réduire les coûts de non-qualité et gagner en réactivité avec le scanner 3D
Avant d’envisager une solution, il faut identifier où le processus actuel consomme des ressources sans créer de valeur.
Les goulets d’étranglement du contrôle traditionnel
Avant d’envisager une solution, il faut identifier où le processus actuel consomme des ressources sans créer de valeur. Dans de nombreux ateliers, la métrologie conventionnelle repose sur des instruments portables (pieds à coulisse, comparateurs, machines à mesurer tridimensionnelles manuelles) ou sur des MMT fixes.
Ces méthodes partagent plusieurs limites coûteuses :

- Temps de cycle de mesure élevé : une pièce complexe peut nécessiter plusieurs heures de manipulation et d’alignement, bloquant la validation du lot et retardant la libération des moyens de production.
- Dépendance aux compétences rares : l’interprétation des cotes, le palpage manuel et l’analyse des écarts exigent des techniciens expérimentés, créant un goulot d’étranglement humain difficile à dimensionner.
- Échantillonnage insuffisant : pour ne pas ralentir la cadence, on se contente souvent de contrôler quelques points critiques, laissant passer des défauts de forme ou des dérives globales qui ne seront détectés qu’en assemblage ou chez le client.
- Boucle de correction lente : lorsqu’un écart est constaté, le retour d’information vers l’usinage ou l’injection prend du temps, générant des lots entiers non conformes avant ajustement.
Ces phénomènes se traduisent par des taux de rebut et de retouche évitables, des délais de livraison allongés et une perte de confiance client difficile à chiffrer mais bien réelle.
Comment le scanner 3D redessine la chaîne de contrôle
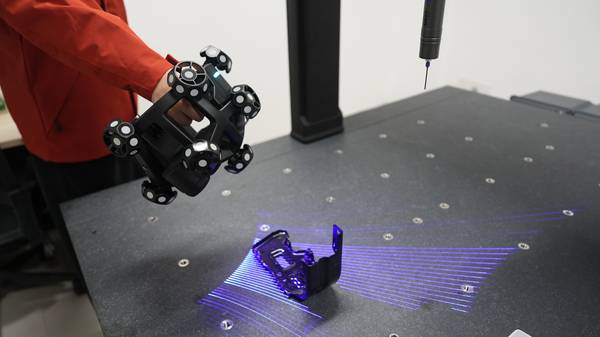
Un scanner 3D industriel, en capturant des millions de points en quelques secondes, modifie radicalement la manière d’appréhender la conformité géométrique. Son apport ne se limite pas à la vitesse d’acquisition ;
il réside dans la capacité à intégrer la mesure au plus près de la production et à fournir une information dense, exploitable immédiatement.
- Contrôle de premier article et réglage machine
*Point de douleur* : le réglage d’une nouvelle série ou d’un changement d’outil mobilise la MMT pendant des heures, alors que la production est à l’arrêt.
*Amélioration par scanner 3D* : une numérisation complète en quelques minutes, suivie d’une comparaison automatique au modèle CAO (carte de déviations), permet de valider la pièce étalon et d’ajuster les paramètres machine avant de lancer la série.
*Valeur observable* : réduction du temps d’immobilisation machine, diminution du risque de lancer une série non conforme, traçabilité numérique du premier article.
- Contrôle en cours de production et maîtrise des dérives
*Point de douleur* : les contrôles intermédiaires par prélèvement sont trop espacés pour détecter une dérive d’usinage ou une usure d’outil en temps utile.
*Amélioration par scanner 3D* : la rapidité d’acquisition autorise des mesures plus fréquentes, voire un contrôle systématique sur des pièces critiques, sans casser la cadence.
Les données de nuage de points alimentent un suivi de tendances (cotes clés, planéité, perpendicularité) qui alerte avant l’apparition de non-conformités.
*Valeur observable* : baisse du taux de rebut, réduction des retouches, allongement de la durée de vie des outils grâce à des corrections prédictives.
- Réduction de la dépendance aux experts en métrologie
*Point de douleur* : la programmation de MMT et l’interprétation des rapports exigent un savoir-faire pointu, difficile à recruter et à fidéliser.
*Amélioration par scanner 3D* : les solutions modernes embarquent des interfaces guidées et des algorithmes d’alignement automatique. Un opérateur de production peut lancer un scan et obtenir un rapport de conformité visuel (carte colorée) sans compétence avancée en métrologie.
*Valeur observable* : élargissement du vivier de personnel capable d’effectuer des contrôles, réaffectation des experts à des tâches d’analyse et d’amélioration continue.
- Rétro-ingénierie et maintenance des outillages
*Point de douleur* : lorsqu’un outillage ancien ne dispose pas de modèle CAO, sa reproduction ou sa modification devient un processus long et incertain.
*Amélioration par scanner 3D* : la numérisation rapide de l’outillage existant génère un modèle CAO fidèle, utilisable pour la fabrication d’une pièce de rechange ou l’optimisation de la géométrie.

*Valeur observable* : réduction des délais de remise en état, capitalisation du patrimoine technique sous forme numérique.
- Traçabilité qualité et relation client
*Point de douleur* : en cas de litige, il est difficile de prouver la conformité dimensionnelle d’une pièce livrée plusieurs semaines auparavant.
*Amélioration par scanner 3D* : les rapports de scan, incluant cartes de déviations et données brutes, constituent un dossier de contrôle numérique horodaté, partageable avec le client.
*Valeur observable* : renforcement de la confiance, réduction des coûts de gestion des réclamations, différenciation commerciale.
Cadre d’évaluation de la valeur opérationnelle
Plutôt que d’avancer des pourcentages génériques, chaque entreprise peut estimer l’impact d’un scanner 3D en documentant ses propres indicateurs. Le tableau ci-dessous propose une trame d’analyse à adapter à son contexte.
| Catégorie de coût | Indicateur à suivre | Impact potentiel du scanner 3D | Méthode d’évaluation interne |
|---|---|---|---|
| Temps de contrôle | Heures de mesure par lot ou par semaine | Réduction significative du temps d’immobilisation des pièces et des machines en attente de validation | Relever le temps moyen de contrôle actuel sur 10 lots, le comparer au temps estimé après intégration du scanner (chronométrage sur pièce test) |
| Rebuts et retouches | Taux de rebut interne, coût de retouche mensuel | Diminution grâce à la détection précoce des dérives et à la validation rapide des réglages | Suivre l’évolution du taux de rebut sur une période de 3 mois avant/après déploiement sur un périmètre pilote |
| Main-d’œuvre métrologie | Heures de technicien dédiées au contrôle | Réallocation du temps expert vers des activités à plus forte valeur ajoutée | Quantifier le temps passé en programmation MMT et en interprétation manuelle, estimer le transfert possible vers des opérateurs |
| Délai de mise en production | Temps entre réception d’une commande et première pièce bonne | Accélération de la boucle réglage-contrôle-correction | Mesurer le délai actuel de mise au point, identifier les étapes de validation dimensionnelle comme facteur limitant |
| Coûts de non-qualité externe | Nombre de retours clients, coût de traitement des réclamations | Réduction des litiges dimensionnels grâce à une documentation de contrôle plus riche | Analyser les causes racines des retours récents, évaluer la part liée à des écarts géométriques non détectés |
Ce cadre ne prétend pas fournir un chiffrage universel, mais il donne aux responsables d’atelier et aux contrôleurs de gestion une base pour construire leur propre analyse de rentabilité, en lien avec les spécificités de leurs pièces et de leurs flux.
INSVISION : des améliorations tangibles aux points névralgiques du processus
Les solutions de numérisation 3D d’INSVISION, telles que les systèmes AlphaScan, AlphaVista et X-Track, s’inscrivent directement dans cette logique d’efficacité opérationnelle.
Leur conception répond aux besoins de l’atelier : acquisition rapide de données de qualité métrologique, robustesse face aux environnements de production et intégration fluide avec les logiciels d’analyse de déviations.
Là où un atelier constate des goulets d’étranglement, INSVISION apporte des réponses concrètes. Pour le contrôle de premier article, la vitesse d’acquisition d’un AlphaScan permet de réduire le temps de validation de plusieurs heures à quelques minutes, libérant la machine-outil et évitant les lancements à risque.
Dans le suivi de production, la possibilité de scanner des pièces directement en bord de ligne, sans préparation complexe, facilite des contrôles plus fréquents et une réaction immédiate aux dérives.
La technologie X-Track, dédiée aux grandes pièces ou aux volumes importants, garantit une précision constante même sur des surfaces étendues, éliminant les approximations qui conduisent aux retouches coûteuses.
En matière de ressources humaines, l’interface utilisateur des solutions INSVISION réduit la barrière technique : un opérateur formé en quelques heures peut générer un rapport de conformité exploitable, ce qui diminue la pression sur les métrologues seniors et fluidifie le flux de contrôle.
Enfin, la traçabilité numérique offerte par ces systèmes constitue un actif à long terme : chaque scan alimente un historique de production qui facilite l’analyse des causes racines et démontre la maîtrise du processus lors des audits clients.
Mise en œuvre progressive : deux ou trois scénarios pour démarrer
Pour éviter l’écueil d’un déploiement trop ambitieux, il est recommandé de cibler d’abord les applications où le retour sur investissement est le plus rapide et le plus visible.
- Contrôle de premier article et réglage de série
Concentrer le scanner 3D sur la validation de la première pièce après chaque changement de production ou de montage d’outil. Ce scénario, simple à mettre en place, génère un gain immédiat en temps machine et en sécurisation du lancement.
Il permet également de familiariser les équipes avec l’outil sans bouleverser l’organisation.
- Surveillance dimensionnelle des pièces critiques
Identifier les deux ou trois références présentant le plus fort taux de rebut ou de retouche, et intégrer un scan intermédiaire à fréquence définie (toutes les X pièces ou toutes les Y minutes). L’objectif est de détecter une dérive avant qu’elle ne produise des non-conformités.
Les données collectées servent de base à un pilotage par tendances, en complément des contrôles existants.
- Numérisation des outillages et gabarits
Pour les entreprises qui gèrent un parc d’outillages vieillissant, démarrer par la rétro-ingénierie des éléments les plus critiques permet de sécuriser la maintenance et de réduire les délais de remplacement. Ce scénario, souvent négligé, offre un retour tangible en évitant des arrêts de production prolongés.
Ces premiers pas, menés sur un périmètre restreint, fournissent des données réelles pour affiner le calcul de rentabilité et justifier une extension ultérieure à d’autres lignes ou à un contrôle en ligne plus intégré.
Une décision d’investissement ancrée dans la réalité de l’atelier
En pratique, la valeur d’une solution INSVISION se mesure à sa capacité à réduire les cycles de contrôle, fiabiliser la comparaison CAO et transformer les données 3D en décisions exploitables par la production.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082