
Guide d’inspection industrielle des machines de mesure 3D
Dans cet article : Pourquoi le GD&T et les géométries complexes nécessitent une nouvelle approche, mise en place de la validation en poste : un changement de flux de travail, évaluation du coût total de possession d...
Les solutions proposées par INSVISION, qui utilisent des scanners 3D portables pilotés par l’IA scanners 3D portables, éliminent ces retards en apportant une précision de niveau laboratoire directement sur la pièce.
Cet article examine le ralentissement opérationnel causé par les inspections héritées et présente un cadre pour mettre en place une validation fluide en cours de production. La taxe sur la productivité de la métrologie hors ligne

Les flux de travail d’inspection hérités créent une rupture fondamentale dans le rythme de production. Les pièces destinées à une CMM fixe doivent être planifiées, transportées et mises en attente, souvent dans un laboratoire à température contrôlée loin du point d’assemblage.
Pour les composants complexes, comme une flèche d’excavatrice fabriquée avec des soudures derrière des nervures structurelles ou un conduit d’aéronef à courbes libres, ce processus est particulièrement problématique.
Les méthodes traditionnelles par palpeur tactile ne peuvent pas atteindre les caractéristiques cachées sans démontage, et l’échantillonnage manuel risque de passer à côté d’écarts critiques.
Il en résulte un goulot d’étranglement qui contrevient aux principes de fabrication lean, où le coût caché n’est pas le prix du matériel, mais le temps d’arrêt cumulé et le coût de stockage des pièces en attente de validation.
Pourquoi le GD&T et les géométries complexes nécessitent une nouvelle approche
À mesure que les normes de cotation et de tolérancement géométriques (GD&T) se renforcent, les limites de l’échantillonnage par points discrets deviennent un réel risque commercial.
Vérifier un cordon de soudure complexe ou un panneau de carrosserie automobile sculpté par rapport à son modèle CAD avec quelques dizaines de points de palpage laisse de vastes zones non vérifiées.
Cela peut entraîner des défauts non détectés, des demandes de modification technique coûteuses et des rebuts découverts uniquement lors de l’assemblage final.
Questions fréquentes
Que faut-il vérifier pour Pourquoi le GD&T et les géométries complexes nécessitent une nouvelle a… ?
À mesure que les normes de cotation et de tolérancement géométriques (GD&T) se renforcent, les limites de l’échantillonnage par points discrets deviennent un réel risque commercia…
Que faut-il vérifier pour Mise en place de la validation en poste : un changement de flux de trav… ?
La solution consiste à intégrer la validation au poste de travail.
Que faut-il vérifier pour Évaluation du coût total de possession pour la métrologie en atelier ?
Les décisions d’achat doivent aller au-delà des dépenses en capital.
La question d’achat évolue : votre installation traite principalement des pièces prismatiques simples, ou nécessite-t-elle une cartographie des écarts sur toute la surface pour les géométries complexes ?
Pour ce deuxième cas, une machine de mesure 3D haute précision capable de capturer des données denses est indispensable.
Les technologies INSVISION permettent cela en capturant des millions de points de données par seconde, générant immédiatement des cartes d’écart en couleur qui montrent chaque zone hors tolérance, et pas seulement celles échantillonnées.
Mise en place de la validation en poste : un changement de flux de travail
La solution consiste à intégrer la validation au poste de travail. Prenons le cas d’un soudeur qui termine un cordon critique sur une bride d’éolienne. Au lieu d’étiqueter la pièce pour une inspection ultérieure en laboratoire, il prend immédiatement un INSVISION AlphaScan machine de mesure 3D portable.
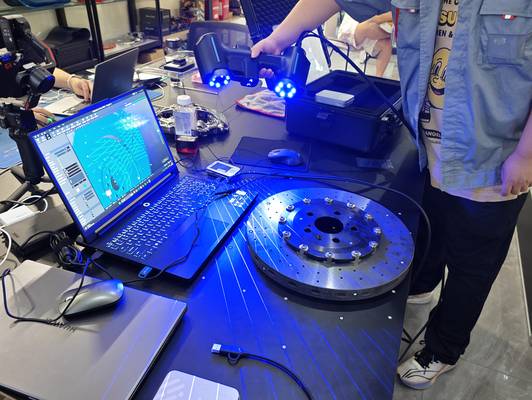
L’appareil utilise une lumière structurée à laser bleu et un traitement IA embarqué pour capturer toute la zone de soudure en quelques secondes, générant un nuage de points directement sur l’atelier.
Ces données sont automatiquement alignées sur la valeur nominale du CAD, et un rapport d’écart est créé avant même que la pièce ne quitte la cellule de production. Ce flux de travail élimine les files d’attente, fournit un retour instantané pour les actions correctives et maintient la production en cours.
Évaluation du coût total de possession pour la métrologie en atelier
Les décisions d’achat doivent aller au-delà des dépenses en capital. Le coût total de possession d’une CMM traditionnelle inclut un espace au sol dédié, un contrôle climatique, une formation spécialisée des opérateurs et le coût permanent des retards de production.
Une machine de mesure 3D portable comme l’INSVISION AlphaVista réduit l’ensemble de ces coûts.
Il fonctionne sous la lumière ambiante de l’usine, ne nécessite aucun montage spécifique, et ses données s’intègrent directement dans les systèmes de gestion de la qualité existants.
Le retour sur investissement se concrétise par des cycles d’inspection raccourcis, une réduction des stocks non conformes et la possibilité de valider plus de pièces par poste sans ajouter de main-d’œuvre ou de capacité de laboratoire.

Checklist d’achat pour la validation en cours de production
Les spécifications des fournisseurs indiquent la précision dans des conditions idéales. Votre atelier n’est pas un environnement idéal. Avant de vous engager pour une machine de mesure 3D, validez ses performances dans vos scénarios réels.
Préparez un essai en direct avec les trois géométries de pièces les plus complexes que vous produisez. Concentrez-vous sur ces validations clés :
- Gestion des surfaces : le scanner peut-il capturer de manière fiable des surfaces sombres, brillantes ou mates sans nécessiter de spray ?
- Robustesse environnementale : le fonctionnement reste-t-il stable sous une lumière ambiante variable et les vibrations typiques d’un atelier ?
- Intégration des données : la sortie (nuage de points, carte d’écart, rapport) s’alimente-t-elle de manière transparente dans votre logiciel PLM ou QMS existant pour les rapports GD&T et les pistes d’audit ?
- Facilité d’utilisation : vos techniciens qualité existants peuvent-ils maîtriser le flux de travail, ou nécessite-t-il un métrologue dédié ?
Pour les applications impliquant des pièces de grande taille comme les assemblages aéronautiques ou les machines lourdes, vérifiez la précision volumétrique du scanner sur toute sa distance de travail, et pas seulement sur un point unique.
Le passage à la métrologie intégrée est un changement de philosophie opérationnelle. Il privilégie le flux par rapport au traitement par lots, le retour instantané par rapport aux rapports différés, et la prévention par rapport à la correction.
En déplaçant la machine de mesure 3D du laboratoire à la ligne de production, vous transformez la validation qualité d’un goulot d’étranglement en une étape rythmée du processus de fabrication.

Pour définir le système adapté à votre exploitation, commencez par identifier votre défi principal : quelle est la géométrie de pièce ou la caractéristique cachée la plus complexe que vous devez valider, et quelle est votre tolérance cible pour celle-ci ?
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082