
Guide des méthodes de numérisation 3D pour le contrôle industriel
Votre processus de contrôle qualité est-il un goulot d’étranglement, créant des silos de données qui perturbent la production lean et les objectifs de l’Industrie 4.0 ?
Votre contrôle qualité processus est-il un goulot d’étranglement, créant des silos de données qui perturbent la production lean et les objectifs de l’Industrie 4.0 ? Pour les ingénieurs et responsables qualité, l’intégration stratégique de méthodes de numérisation 3D avancées n’est plus une perspective future : c’est une évolution nécessaire de la métrologie statique vers un fil numérique continu.
Cette transition déplace les mesures des CMM de laboratoire isolés directement sur l’atelier de production, motivée par l’impératif d’éliminer les transferts de données manuels, les longs réglages de dispositifs de fixation et les arrêts de ligne de production.
Si le respect des normes ISO 10360 et ASME GD&T reste fondamental pour des secteurs comme l’aéronautique et l’automobile, l’accent est désormais mis sur la génération d’analyses d’écart traçables en temps réel. Cet article examine comment les méthodes de numérisation 3D modernes comblent le fossé entre les pièces physiques et le jumeau numérique, transformant le contrôle d’un point de vérification périodique en un nœud de données intégré à votre système d’exécution de la fabrication.
Du banc de laboratoire au bord de ligne : la demande en métrologie en cours de production
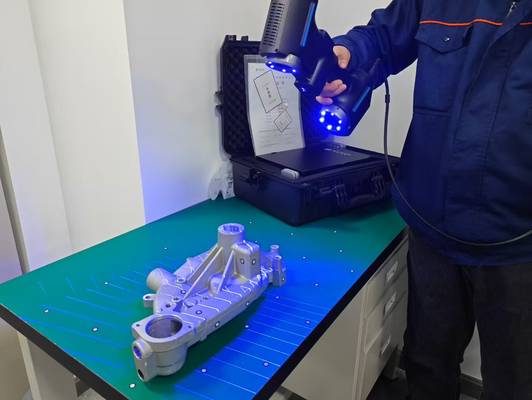
Le défi majeur des méthodes de numérisation 3D contemporaines est de fournir des données de qualité métrologique dans des environnements de production actifs, pas dans des laboratoires contrôlés. Cela nécessite une technologie résistante à la lumière ambiante, aux vibrations et aux conditions de surface variées : des finitions composites mates aux métaux usinés réfléchissants.
INSVISION‘approche utilise la triangulation laser bleue optimisée par IA et la lumière structurée pour capturer des nuages de points denses et précis sans dispositif de fixation complexe des pièces.
Par exemple, les systèmes utilisant plusieurs lignes laser croisées conservent la fidélité des mesures sur les géométries à cavités profondes et les zones d’accès restreint courantes dans les pièces moulées ou les assemblages soudés complexes. Une fonction essentielle pour minimiser les temps d’arrêt est la numérisation dynamique, qui permet la capture de données haute précision sur des assemblages se déplaçant lentement ou des tables rotatives. Cette transition privilégie la continuité des données ;
l’acquisition haute vitesse alimente les données spatiales brutes directement dans le logiciel d’analyse, fermant la boucle avant même que la pièce ne quitte le poste de travail.
Choisir un scanner : aligner la technologie sur le profil des pièces et le rythme de production
Choisir la bonne méthode de numérisation 3D nécessite d’adapter les capacités du matériel aux géométries spécifiques des pièces, aux plages de tolérance et aux rythmes de flux de travail. Une approche universelle risque d’engendrer des inefficacités ou une altération de l’intégrité des données.

- Les systèmes de laboratoire fixes offrent une stabilité maximale pour une précision au niveau du μm, restant le choix privilégié pour l’étalonnage de pièces maîtresses ou le contrôle de petits composants à haute tolérance comme les gicleurs d’injecteurs de carburant dans une salle à température contrôlée.
- Les bras de mesure optiques portables offrent une grande portée volumétrique et associent le palpage tactile à la numérisation optique, adaptés pour la vérification d’assemblages de grande taille comme les sections de cellules d’aéronef où aussi bien les données de surface que les dimensions mesurées par palpeur dur sont requises.
- Les scanners à lumière structurée portatifs, tels que l’INSVISION AlphaVistaexcel en matière de flexibilité. Ils sont conçus pour des pièces de complexité moyenne à élevée où l’accès est limité, le composant ne peut pas être déplacé facilement, ou des itérations de conception fréquentes nécessitent une capture rapide multi-angle directement sur la machine-outil.
Au-delà du matériel, la validation est essentielle. Les ingénieurs doivent vérifier les protocoles de préparation de surface pour les matériaux difficiles et prendre en compte les facteurs environnementaux sur site comme la dérive thermique sur un poste de 8 heures. Toutes les déclarations métrologiques doivent être étayées par des certificats d’étalonnage valides, comme l’accréditation CNAS, pour garantir l’intégrité des données pour les rapports de conformité.

Cas concret : rationaliser le contrôle de premier article sur un atelier saturé
Un déploiement pratique du scanner portatif INSVISION AlphaScan illustre ce flux de travail intégré. Confronté à un manque d’espace au sol, un fabricant de pièces de précision a déplacé le contrôle de premier article d’un CMM hors ligne vers la cellule de production. Les opérateurs ont utilisé la fonction de fonctionnement à une main du scanner pour capturer des nuages de points haute densité de composants tournés et fraisés de petite à moyenne taille immédiatement après usinage.
Le pipeline logiciel intégré a été déterminant : les données de numérisation ont été automatiquement alignées sur le nominal CAO à l’aide d’un recalage assisté par IA, générant une cartographie de déviation colorée automatisée en quelques minutes. Ce rapport visuel a instantanément mis en évidence les conditions hors tolérance pour le fraiseur.
En éliminant le besoin de conception et de programmation de dispositifs de fixation dédiés pour CMM, le flux de travail a accéléré la mise en production des lots et intégré la vérification qualité directement dans le rythme de production, avec une génération en un clic de la documentation de conformité de type AS9102.

Mise en œuvre pour l’avenir : construire un écosystème de qualité prédictive
La trajectoire s’oriente vers des écosystèmes de qualité prédictive, où les méthodes de numérisation 3D fournissent le flux de données spatiales pour les systèmes d’exécution de la fabrication (MES) et les plateformes de gestion du cycle de vie des produits (PLM). Pour se préparer, les installations doivent aller au-delà des spécifications du matériel pour se concentrer sur l’intégration du flux de travail.
Commencez par valider les protocoles de numérisation sur des pièces échantillons représentatives : un boîtier complexe moulé par injection avec des surfaces brillantes, par exemple, pour établir des paramètres fiables. Mettez en œuvre un calendrier d’étalonnage rigoureux aligné sur votre volume de production.
Il est essentiel de former le personnel de métrologie à l’ensemble du flux de travail logiciel, de la capture de numérisation jusqu’à la validation GD&T et la génération de rapports, afin de garantir que les données sont exploitables. Pour opérationnaliser cette transition, lancez un projet pilote contrôlé sur une famille de composants à fort impact.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082