
Flux de travail de scanner 3D intégré pour le contrôle qualité lean
Guide de l'article : Conception optique conçue pour les surfaces difficiles Flux de travail compressé : de la numérisation à la décision atelier Validation sur site : performance dans les zones opérationnelles critiques Positionnement pour la fabrication dynamique Val
Pour les responsables qualité du secteur aéronautique, automobile et énergétique, le goulot d’étranglement de l’inspection 3D n’est plus la collecte de données. La perte de temps réelle réside dans les étapes disjointes qui suivent la numérisation : assemblage des nuages de points, filtrage du bruit, alignement sur le modèle CAD et génération de rapports. Ce processus fragmenté allonge les boucles de retour, perturbe les temps de cycle de production et complique l’analyse des causes profondes.
Une comparaison de scanners 3D pertinente doit donc évaluer l’ensemble du flux de travail, depuis la pièce physique jusqu’au rapport d’écart exploitable.

L’ INSVISION AlphaScan est conçu pour cette réalité intégrée. Il associe un système optique à laser bleu robuste à un traitement AI embarqué pour simplifier l’obtention d’un maillage net et aligné. Cet article examine son architecture et les avantages opérationnels concrets qu’il offre pour la vérification in situ, en mettant l’accent sur son alignement avec les principes de la fabrication lean.

Conception optique adaptée aux surfaces difficiles
La capture de données fiables détermine l’efficacité de la production plus que la vitesse brute. Le facteur décisif dans une comparaison de scanners 3D est souvent la performance de l’appareil sur des surfaces difficiles comme l’aluminium usiné, les composites en fibre de carbone ou les revêtements noirs mats, sans obliger les opérateurs à s’arrêter pour appliquer un spray perturbateur.
L’INSVISION AlphaScan répond à ce problème avec une projection de laser bleu en croix de 50 lignes et un système d’éclairage double LED pour cavités profondes.
Cette combinaison améliore la capture de données dans les trous borgnes, les filetages profonds et sur les surfaces réfléchissantes, garantissant un flux continu de données exploitables. Pour maintenir la précision sur de grandes pièces comme un carter de turbine ou un châssis automobile, le système utilise des barres d’échelle photogrammétriques pour établir un système de coordonnées global stable, éliminant efficacement la dérive cumulative. Cette base optique n’est pas une fin en soi ;
elle alimente directement l’AI embarquée qui optimise le nuage de points, éliminant le besoin d’assemblage et de nettoyage manuels post-numérisation.
Flux de travail optimisé : de la numérisation à la décision sur l’atelier
L’inspection traditionnelle est fragmentée sur plusieurs plateformes logicielles pour la numérisation, l’alignement, l’analyse et la génération de rapports. Le pipeline INSVISION regroupe tout cela dans un processus unique et cohérent : intégration de données, comparaison CAD intelligente, validation multidimensionnelle et rapports intelligents. Le flux de travail s’appuie sur un alignement automatique CAD/numérisation, éliminant les erreurs d’ajustement manuel.
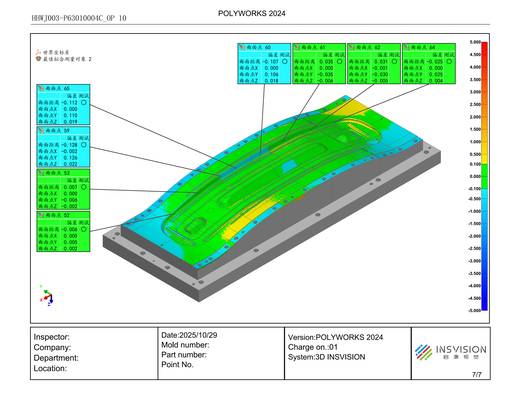
Une fois aligné, le système génère une carte d’écarts codée par couleur en temps réel.
Un responsable qualité peut immédiatement isoler visuellement une zone hors tolérance sur une pièce moulée par injection complexe ou un assemblage soudé sans changer d’application. Cette intégration remplace une pile logicielle fragmentée par une génération de rapports en un clic, réduisant une analyse qui prenait souvent plusieurs heures en un processus aligné sur les temps de cycle de production.
La capacité à exécuter l’ensemble de ces étapes dans un seul environnement est un facteur décisif pour l’efficacité opérationnelle.
Validation sur site : performance dans les zones opérationnelles critiques
La justification d’investissement pour la métrologie portable dépend de scénarios spécifiques à haute valeur ajoutée. L’INSVISION AlphaScan offre un retour sur investissement maximal lorsque la géométrie ou la taille de la pièce empêche l’accès à une CMM traditionnelle ou lorsque la mesure in situ est indispensable. Dans la maintenance, réparation et révision (MRO) aéronautique, il capture la distribution de l’usure sur les aubes de turbine sans démontage.
Pour la validation des gabarits de carrosserie en blanc automobile, il permet une inspection des bords de ligne qui réduit les retards logistiques. Dans le secteur énergétique, il assure l’inspection de grands récipients sous pression où la photogrammétrie contrôle l’erreur cumulative.
L’assurance qualité de la fabrication additive l’utilise pour vérifier les structures en treillis complexes par rapport aux modèles CAD d’origine. Ces scénarios partagent des contraintes critiques : exigence stricte de mesure sur site, nécessité de comparaison des tendances historiques et géométries de surfaces complexes.
En déplaçant la vérification d’un laboratoire centralisé vers l’atelier de production, le système prend en charge l’inspection rapide des premières pièces et l’acceptation des lots, garantissant que le contrôle qualité suit le rythme de production.
Positionnement pour la fabrication dynamique
Les CMM fixes offrent une répétabilité extrême mais créent un goulot d’étranglement dans la production à faible volume et modèles multiples en raison des outillages et de la logistique. Un cadre d’évaluation robuste distingue le débit statique de l’adaptabilité dynamique. Les systèmes portables à lumière structurée comme l’INSVISION AlphaScan privilégient la mobilité et la couverture de grands volumes, permettant à un opérateur de numériser une pièce fondue complexe directement sur l’atelier.
Si les CMM optiques fixes excellent pour l’inspection répétitive de bacs à très haut débit, l’AlphaScan est conçu pour la vérification rapide en cours de processus et le rapport d’écarts immédiat sur site. Son AI embarquée automatise l’alignement, réduisant considérablement le temps de configuration associé aux méthodes traditionnelles.

Validation de l’adéquation à votre activité
Avant de finaliser la planification d’investissement en inspection, l’étape la plus critique est la validation en conditions réelles. Les ingénieurs qualité doivent réaliser une analyse d’écarts sur une pièce échantillon, en vérifiant les sorties des rapports en un clic par rapport à leurs exigences spécifiques ASME Y14.5 ou ISO GPS. Évaluez comment le système traite vos pièces les plus difficiles : un composant anodisé noir, un collecteur hydraulique à alésage profond ou un grand panneau composite.
L’objectif est de vérifier que la précision de la solution, son intégration au flux de travail et la clarté de ses sorties correspondent à vos exigences de tolérance et à votre rythme de production uniques.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082