
Интегрированный рабочий процесс 3D-сканера для бережливого контроля качества
Статья-руководство: Оптическая конструкция для сложных поверхностей, сокращенный рабочий процесс от сканирования до принятия решения в цехе, полевые испытания в критических рабочих зонах, позиционирование для динамического производства, пров...
Поэтому при содержательном сравнении 3D-сканеров необходимо оценивать весь рабочий процесс от физической детали до готового отчета о отклонениях, пригодного для принятия решений.

Этот INSVISION AlphaScan разработан специально для такой интегрированной среды. Он сочетает надежную оптическую систему с синим лазером и встроенную обработку с помощью ИИ, чтобы оптимизировать путь к чистой выровненной сетке.
В этой статье мы рассматриваем его архитектуру и конкретные эксплуатационные преимущества для проверки на месте производства, уделяя особое внимание тому, как он сочетает метрологию с принципами бережливого производства.

Оптическая конструкция, разработанная для работы со сложными поверхностями
Надежный сбор данных влияет на эффективность производства больше, чем чистая скорость сканирования.
Решающим фактором при сравнении 3D-сканеров часто становится производительность устройства на сложных поверхностях, таких как обработанный алюминий, углеродные композиты или матовые черные покрытия — без необходимости останавливать работу и наносить мешающий спрей.
INSVISION AlphaScan решает эту задачу с помощью проекции синего лазера в виде 50-линейной решетки и системы освещения глубоких полостей с двумя светодиодами LED.
Эта комбинация улучшает качество сбора данных в углублениях, глубоких резьбах и на отражающих поверхностях, обеспечивая непрерывный поток пригодных для использования данных.
Для сохранения точности при работе с крупными заготовками, такими как корпус турбины или рама автомобиля, система использует фотограмметрические шкалы для создания стабильной глобальной системы координат, эффективно исключая накопительную погрешность. Эта оптическая основа не является самоцелью;
она напрямую подает данные в встроенный ИИ, который оптимизирует облако точек, избавляя от необходимости вручную сшивать и очищать данные после сканирования.
Сокращенный рабочий процесс: от сканирования до принятия решения в цехе
Традиционный контроль качества разбит на работу в нескольких программных платформах для сканирования, выравнивания, анализа и составления отчетов.
Конвейер INSVISION объединяет все это в единый последовательный процесс: интеграция данных, интеллектуальное сравнение с CAD, многомерная проверка и интеллектуальная отчетность. Рабочий процесс основан на автоматическом выравнивании скана по модели CAD, что исключает ошибки ручной подгонки.
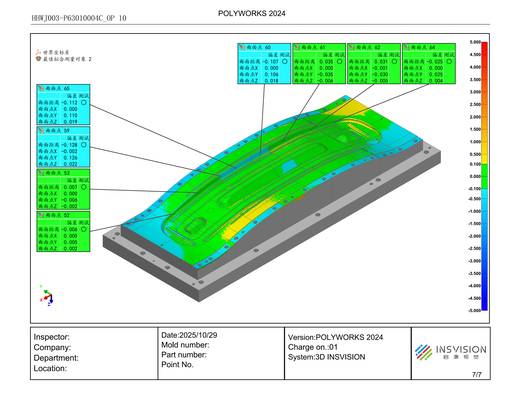
После выравнивания система генерирует цветную карту отклонений в режиме реального времени.
Руководитель по качеству может немедленно визуально выделить зону выхода за допуски на сложной детали из литого под давлением пластика или сварном узле без переключения между приложениями.
Эта интеграция заменяет фрагментированный стек программного обеспечения на генерацию отчета в один клик, сокращая анализ, который часто занимал несколько часов, до процесса, синхронизированного с циклами производства.
Возможность выполнения всего этого спектра операций в одной среде является решающим фактором для повышения операционной эффективности.
Полевые испытания: производительность в критических рабочих зонах
Обоснование капитальных вложений в ручную метрологию строится на конкретных сценариях с высокой добавленной стоимостью.
INSVISION AlphaScan обеспечивает максимальную рентабельность инвестиций там, где геометрия или размер детали не позволяют использовать традиционные координатно-измерительные машины (CMM) или где измерение на месте производства является обязательным.
При техническом обслуживании и ремонте авиакосмической техники он фиксирует распределение износа на лопатках турбин без разборки.
При проверке оснастки для кузовов автомобилей в белом кузове он позволяет выполнять контроль кромок, сокращая задержки, связанные с логистикой. В энергетической отрасли он подходит для контроля крупных сосудов под давлением, где фотограмметрия контролирует накопительную погрешность.
При контроле качества аддитивного производства он используется для проверки сложных решетчатых структур на соответствие исходным моделям CAD. Все эти сценарии имеют общие критические особенности: строгое требование к измерению на месте, необходимость сравнения исторических тенденций и сложная геометрия поверхностей.
Перенося проверку из централизованной лаборатории на производственный цех, система поддерживает быстрый контроль первой образцовой детали и приемку партий, гарантируя, что контроль качества соответствует темпу производства.
Позиционирование для динамического производства
Стационарные координатно-измерительные машины (CMM) обеспечивают исключительную повторяемость, но создают узкое место в производстве смешанных моделей малых серий из-за необходимости в оснастке и логистике. Надежная система оценки различает статическую пропускную способность и динамическую адаптивность.
Ручные системы со структурированным светом, такие как INSVISION AlphaScan, ориентированы на мобильность и покрытие больших объемов, что позволяет оператору сканировать сложную литую деталь прямо в цехе.
В то время как стационарные оптические CMM идеально подходят для сверхвысокопроизводительного повторяющегося контроля деталей в бункере, AlphaScan разработан для быстрой проверки в процессе производства и немедленной отчетности об отклонениях на месте.
Его встроенный ИИ автоматизирует выравнивание, значительно сокращая время настройки по сравнению с традиционными методами.

Проверка соответствия для вашего предприятия
Перед завершением планирования капитальных вложений в оборудование для контроля качества самым важным шагом является проверка в реальных условиях эксплуатации.
Инженеры по качеству должны запустить анализ отклонений образцовой детали, сравнив выходные данные отчета в один клик с вашими конкретными требованиями ASME Y14.5 или ISO GPS.
Оцените, как система справляется с вашими самыми сложными деталями: компонентом с черным анодированным покрытием, гидравлическим коллектором с глубокими отверстиями или крупной композитной панелью.
Цель состоит в том, чтобы убедиться, что точность решения, интеграция в рабочий процесс и наглядность выходных данных соответствуют вашим уникальным требованиям к допускам и темпу производства.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121