
Leitfaden für die industrielle Inspektion mit 3D-Scannern
In diesem Artikel: Vereinbarkeit von flexibler Handhabung und messtechnischer Stabilität, Zertifizierung und Validierung: Vom Amboss bis zum Prüfpfad, Integrationspunkte u.v.m.
Für Ingenieure in der Luft- und Raumfahrt, Automobilindustrie und Schwermaschinenbau erfüllt die 3D-Scannung in Laborqualität auf der Produktionsfläche oft nicht die Erwartungen. Vibrationen, Staub, komplexe Bauteilgeometrien und Bedienerermüdung schaffen eine Lücke zwischen theoretischer Präzision und nutzbarer Genauigkeit über die gesamte Schicht hinweg. Dieser Reibungspunkt – an dem Engpässe bei der Erstmusterprüfung auf den Bedarf an agiler, prozessbegleitender Validierung treffen – definierte die Mission von INSVISION.
Das Ziel war nicht nur ein weiterer 3D-Scanner, sondern ein Werkzeug, das für nachweisbare Messtechnik im Takt der schlanken Fertigung und in Datenpipelines der Industrie 4.0 entwickelt wurde. Dieser Artikel beschreibt die Engineering-Entwicklung hinter der INSVISION AlphaScan Serie und untersucht, wie deren Konstruktion die Leistung unter realen Bedingungen aufrechterhält – von der Validierung einer Turbinenschaufel bis zum Abscannen eines 500 kg schweren Schmiedewerkzeugs.

Vereinbarkeit von flexibler Handhabung und messtechnischer Stabilität
In einer Schmiedehalle bestimmt oft die letzte Stunde einer Scanschicht die Datenqualität. Bedienerermüdung wird zu einer messbaren Variable: Leichte Handzittern und Positionsabweichungen verschlechtern die Konsistenz der Punktwolke. INSVISION hat dieses Paradox aus Gewicht und Genauigkeit durch eine iterative Gehäusekonstruktion gelöst.
Das Handgerät der AlphaScan Serie wiegt nur 1.070 g – eine Spezifikation, die durch kontinuierliche Belastungstests über verlängerte Schichten bestätigt wurde. Seine modulare Architektur ermöglicht den Hot-Swap von Akkus ohne Änderung der Griffhaltung, was die kumulative Ermüdung reduziert, die die Messwiederholbarkeit beeinträchtigt.
Die Entwicklung geht über die Ergonomie hinaus. KI-gestützte Ausrichtungsalgorithmen kompensieren Mikrobewegungen, während das um 40 % erweiterte Sichtfeld den Aufwand für das Zusammenfügen von Scans bei großen Oberflächen wie Gesenken oder Verbundplatten reduziert. Das Ergebnis ist eine gleichbleibende Punktwolkendichte, auch beim Scannen komplexer, gekrümmter Oberflächen am Ende einer Schicht.
Für Teams, die handgeführte 3D-Scanner evaluieren, verlagert sich die kritische Frage von der Spitzengenauigkeit zur Dauergenauigkeit: Wie funktioniert das System bei Ihren spezifischen Bauteilgeometrien bei dem letzten Scan des Tages?

Zertifizierung und Validierung: Vom Amboss bis zum Prüfpfad
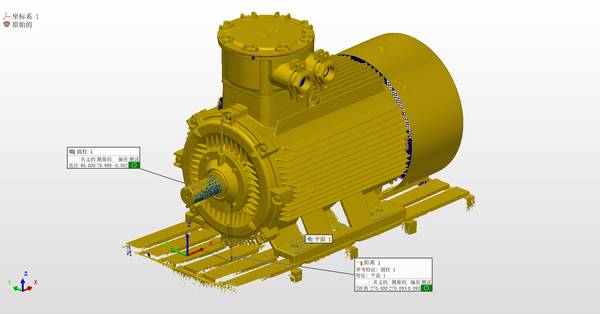
Präzision muss nachweisbar sein – sowohl auf der Produktionsfläche als auch im Qualitätsaudit. Das Technologierahmenwerk von INSVISION ist CE-, FCC- und CNAS-zertifiziert, was die Grundlage für den weltweiten Einsatz bildet. Diese messtechnische Zuverlässigkeit wurde in einem Feldeinsatz bei einem Schwermaschinenhersteller getestet, bei dem die komplexe V-förmige konkave Oberfläche eines Schmiedeambosses digitalisiert wurde – eine Geometrie, die herkömmliche Werkzeuge vor Herausforderungen stellt.
Der Scanner hat die vollständigen Konturen des Ambosses erfolgreich für die Berichterstattung zur Maßkonformität erfasst.
Bei übergroßen Baugruppen schaffen fotogrammetrische Maßstäbe ein globales Koordinatensystem, wodurch der kumulative Fehler bei großen Werkstücken drastisch reduziert wird. Dieses Setup gewährleistet die Rückverfolgbarkeit im gesamten Messvolumen, was für großformatige Fertigungen entscheidend ist. Der Arbeitsablauf gipfelt in einer optimierten Berichterstellung: Ein-Klick-Generierung von Toleranzanalysen (GD&T) und visuellen Abweichungskarten, die direkt auf das 3D-Modell überlagert werden.
Diese Ausgabe lässt sich in Qualitätsmanagementsysteme integrieren, was schnelle, datengesteuerte Entscheidungen ohne manuelle Datenübertragung ermöglicht.
Integrationspunkte: Abstimmung der Scanner-Fähigkeiten auf die Produktionsrealität
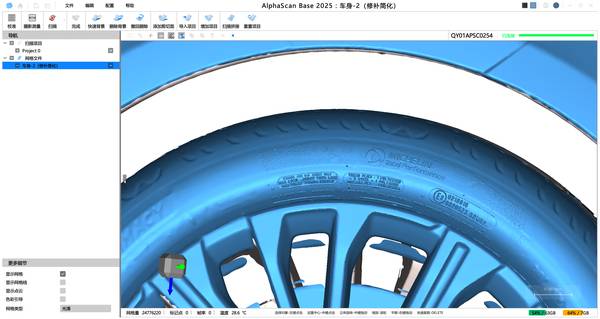
Die Auswahl eines messtechnisch hochwertigen 3D-Scanners erfordert die Abstimmung der Sensorfähigkeiten auf spezifische Produktionsbeschränkungen. Die INSVISION AlphaScan Serie ist für anspruchsvolle Inline-Aufgaben entwickelt, wie zum Beispiel die Tiefbohrungsinspektion an Motorblöcken oder die Validierung versteckter Hohlräume in Bauteilen aus additiver Fertigung.
Seine einzelne blaue Laserlinie ist in diesen Szenarien besonders effektiv, da sie reflektierende oder dunkle Oberflächen verarbeiten kann, die andere Technologien vor Probleme stellen.

Eine erfolgreiche Integration erfordert eine Validierung vor Ort. Qualitätsmanager sollten mehrere Randbedingungen prüfen: Testen Sie den Kalibrierungsablauf unter der Umgebungsbeleuchtung Ihrer Einrichtung, bestätigen Sie die messtechnische Genauigkeit des Systems von 0,020 mm an einem repräsentativen Bauteil und bewerten Sie, wie sich das 1.070 g schwere Design auf die Mobilität des Bedieners in Ihrem Arbeitsplatzlayout auswirkt.
Diese Vorbereitung stellt sicher, dass das Werkzeug an unterschiedliche Produktionstaktzeiten angepasst ist und eine Reihe von Aufgaben unterstützt – von Erstmusterprüfberichten bis zum Datenexport für Reverse Engineering.
Mit der Produktion weiterentwickeln: Der Weg über ein statisches Werkzeug hinaus
Ein hochpräziser 3D-Scanner sollte ein dynamisches Gut sein, keine statische Kapitalinvestition. Der Entwicklungszyklus von INSVISION wird durch direktes Feedback von Feldingenieuren angetrieben – ob es sich um den Bedarf an einer spezifischen blauen Laserkonfiguration für das Tiefbohrungsscannen oder Firmware-Optimierungen für automatisierte Datenpipelines handelt. Diese kontinuierliche Verbesserung wandelt den Scanner zu einem aktiven Knoten im Qualitätsökosystem einer Smart Factory.
Die Roadmap konzentriert sich auf die Verbesserung der KI-gestützten intelligenten Inspektion, um mit den Taktzeiten der automatisierten Produktion Schritt zu halten und einen reibungslosen Datenfluss vom Scankopf bis zum endgültigen Qualitätsdatensatz zu gewährleisten. Um zu beurteilen, ob diese Weiterentwicklung Ihren betrieblichen Anforderungen entspricht, definieren Sie zuerst Ihre spezifischen Parameter: Bauteilmaterial und -größe, Toleranzgrenzen und das erforderliche Berichtsformat für Ihr Qualitätsmanagementsystem.
Dies ermöglicht eine technische Abstimmung auf der Grundlage konkreter Anwendungsanforderungen, nicht nur von Spezifikationen.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China