
scanner 3D de alta precisão: criterios praticos para equipes de fabricac
A pressão sobre prazos de entrega e margens operacionais não dá trégua na manufatura. Em linhas de estamparia, fundição ou usinagem, a inspeção dimensional

A pressão sobre prazos de entrega e margens operacionais não dá trégua na manufatura. Em linhas de estamparia, fundição ou usinagem, a inspeção dimensional ainda consome horas de setup, depende de profissionais escassos e, com frequência, gera decisões baseadas em amostragem insuficiente.
O custo não está apenas na peça refugada: está na parada de linha, na investigação de causa raiz e na perda de ritmo de expedição.
Este artigo examina, sob a ótica de operações e controladoria, como um scanner 3D de alta precisão pode reconfigurar esse cenário — encurtando ciclos de medição, eliminando retrabalho evitável e transformando dados de inspeção em um ativo de melhoria contínua.
Onde o custo da medição tradicional se acumula
Antes de discutir tecnologia, vale mapear os pontos de sangria que a metrologia convencional impõe ao fluxo produtivo.
Setup e programação. Dispositivos de medição por contato exigem fixação precisa, alinhamento manual de referenciais e rotinas ponto a ponto que consomem tempo de técnicos especializados. Cada novo produto ou revisão de ferramental reinicia esse ciclo, pressionando o takt time e a disponibilidade de mão de obra.
Cobertura de dados descontínua. Superfícies orgânicas, rebaixos profundos e arestas de difícil acesso são capturados parcialmente. O inspetor decide com base em poucos pontos, o que eleva o risco de aprovar peças fora de especificação ou de refugar componentes que estariam conformes.
A consequência financeira aparece no aumento de retrabalho interno e, pior, em devoluções de cliente.

Gargalo na liberação de lotes. Enquanto a prensa ou o centro de usinagem entregam peças em minutos, a sala de metrologia pode levar horas para liberar o primeiro artigo. Esse descompasso entre produção e inspeção cria estoques intermediários desnecessários e atrasa a resposta a pedidos urgentes.
Rastreabilidade frágil. Registros manuais, planilhas soltas e critérios subjetivos de aceitação dificultam auditorias de cliente e a manutenção de certificações ISO. Quando surge uma não conformidade, o tempo gasto para reconstituir o histórico de medição corrói a margem do lote.
Como o escaneamento 3D atua sobre esses custos
Um scanner 3D de alta precisão altera a lógica da inspeção ao capturar milhões de pontos em segundos e gerar um gêmeo digital completo da peça. A seguir, os principais caminhos de redução de custo e ganho de eficiência.
Ciclo de medição drasticamente menor. Em vez de programar trajetórias ponto a ponto, o operador posiciona o equipamento e dispara a captura. Em menos de dois minutos, a nuvem de pontos está disponível para análise.
O tempo de setup cai, e a inspeção acompanha o ritmo real da produção, eliminando o estoque parado à espera de liberação.

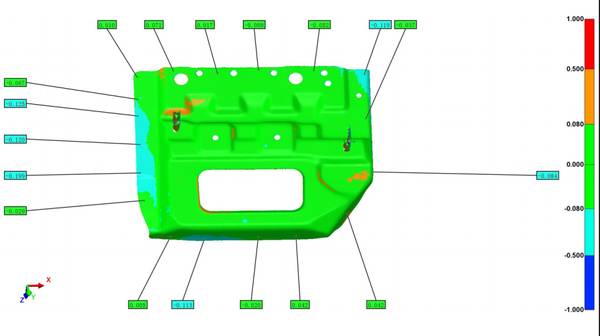
Eliminação da subjetividade e do retrabalho. A comparação automática com o modelo CAD nominal gera mapas de desvios coloridos, com tolerâncias configuráveis.
O engenheiro de qualidade revisa as regiões críticas com base em critérios objetivos, reduzindo discussões sobre aceitação e praticamente zerando o retrabalho originado por decisões duvidosas. Peças boas não são descartadas; peças ruins não escapam.
Menor dependência de mão de obra especializada. A operação de um scanner 3D de alta precisão exige treinamento, mas não a mesma curva de aprendizado de um metrologista dedicado a máquinas de medir por coordenadas.
Isso libera profissionais seniores para atividades de análise e melhoria de processo, enquanto a rotina de captura pode ser executada por operadores de produção.
Relatórios automáticos e rastreabilidade embutida. O software gera relatórios de inspeção completos — histogramas, campos de tolerância, anotações — prontos para anexar ao PPAP ou compartilhar com o cliente.
A rastreabilidade deixa de depender da disciplina individual de cada turno e passa a ser um subproduto natural do fluxo digital.
Dados como ativo de engenharia. As nuvens de pontos e os históricos de desvios alimentam análises de tendência, ajustes de ferramental e simulações de montagem. O investimento em medição se transforma em base para melhoria contínua, e não apenas em um filtro de qualidade no final da linha.
Estrutura de cálculo do valor operacional
Para que o gestor industrial ou o responsável por custos possa avaliar o impacto de um scanner 3D de alta precisão em sua operação, sugerimos uma matriz qualitativa que pode ser preenchida com dados reais da fábrica.
| Dimensão de custo | Indicador a observar | Como o escaneamento 3D influencia |
|---|---|---|
| Tempo de inspeção por lote | Horas gastas entre setup e relatório final | Redução expressiva do ciclo, liberando capacidade de medição para outros lotes |
| Retrabalho interno | Peças retrabalhadas ou refugadas por decisão de inspeção | Queda acentuada, pois a decisão se baseia em dados completos e objetivos |
| Devoluções de cliente | ppm de devolução por não conformidade dimensional | Tendência de redução, com rastreabilidade que acelera a resposta a reclamações |
| Custo de mão de obra em metrologia | Horas de metrologista dedicadas a rotinas repetitivas | Realocação para atividades de maior valor; operação do scanner pode ser feita por equipe de produção |
| Lead time de liberação do primeiro artigo | Tempo entre a produção da primeira peça e a aprovação para produção em série | Encurtamento significativo, melhorando a resposta a pedidos e reduzindo estoques intermediários |
| Custo de não qualidade em auditorias | Tempo de preparação para auditorias e risco de não conformidades | Queda, pois os relatórios digitais e a rastreabilidade automática simplificam a evidenciação |
Cada empresa pode atribuir valores monetários a esses indicadores e projetar o ponto de equilíbrio do investimento. O exercício não exige precisão contábil absoluta; basta uma estimativa fundamentada para revelar que o custo da inércia costuma superar o custo da adoção.
Onde os sistemas INSVISION geram melhoria perceptível
Os scanners 3D da INSVISION foram projetados para operar em ambientes produtivos reais, não apenas em salas de metrologia climatizadas. Alguns pontos em que a diferença aparece de forma prática:
- Superfícies desafiadoras. Peças escuras, brilhantes ou com variação de refletividade são comuns em estamparia e fundição. Os algoritmos de exposição adaptativa dos equipamentos INSVISION reduzem a necessidade de preparação com spray opacificante, encurtando o tempo de setup e mantendo a cadência da linha.
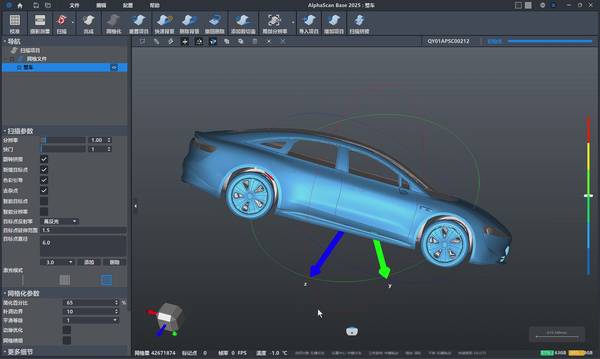
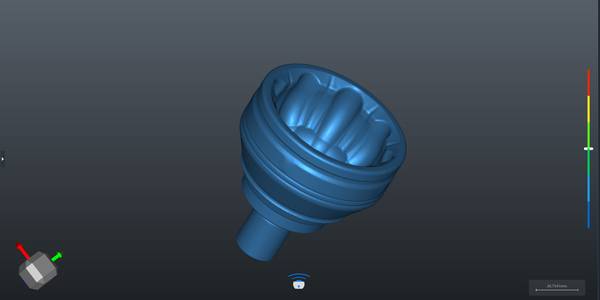
- Geometrias complexas e peças de grande porte. O AlphaVista é utilizado em engenharia reversa de componentes volumosos, capturando a totalidade da superfície sem zonas cegas. O AlphaScan, por sua vez, atende à inspeção de lotes de peças fundidas, fornecendo nuvens de pontos densas que alimentam análises de GD&T diretamente no software 3D INSVISION.
- Fluxo contínuo sem exportações manuais. O ambiente de software integrado sobrepõe os dados digitalizados ao CAD de referência e gera o mapa de desvios em tempo real. O engenheiro de qualidade revisa os callouts de GD&T na mesma interface, aprova ou rejeita o lote e emite o relatório automaticamente. Esse fluxo elimina o vai-e-vem entre programas, planilhas avulsas e retrabalho de documentação.
Em todos esses casos, o ganho operacional não está apenas na velocidade da medição, mas na confiança de que nenhum desvio dimensional passa despercebido entre a coleta do dado e a decisão de liberação.
Ritmo de implementação: por onde começar
A adoção de um scanner 3D de alta precisão não precisa ser um projeto disruptivo. Recomenda-se um avanço em etapas, concentrando esforços nos pontos de maior dor operacional.
Cenário 1 – Inspeção de primeiro artigo em estamparia. Substituir a medição por contato na liberação do primeiro painel metálico. Em poucas semanas, a equipe percebe a redução do tempo de setup e a eliminação de discussões subjetivas sobre aceitação.
O relatório automático agiliza a submissão ao cliente e fortalece a rastreabilidade.
Cenário 2 – Controle de recebimento de peças fundidas. Utilizar o scanner para inspecionar lotes de fundidos com geometria complexa, comparando cada peça ao CAD nominal.
A cobertura completa da superfície reduz o risco de aprovar componentes com desvios localizados e fornece dados para negociar com fornecedores com base em evidências objetivas.
Cenário 3 – Engenharia reversa e digitalização de ativos. Empregar o AlphaVista para criar gêmeos digitais de ferramentas, gabaritos ou componentes sem desenho atualizado.
Esses modelos alimentam simulações, ajustes de processo e programas de manutenção, transformando um gasto de inspeção em um ativo de engenharia de longo prazo.
Em cada etapa, a recomendação é validar previamente três condições: o comportamento do scanner nas superfícies e geometrias reais da fábrica, a estabilidade dimensional sob as condições de temperatura e vibração do ambiente, e a correta distribuição de referenciais metrológicos para evitar acúmulo de erros.
Esse cuidado inicial assegura que os ganhos projetados se confirmem no dia a dia da produção.
Resumo operacional
A pressão por entregas mais rápidas e margens mais enxutas não será aliviada com mais horas extras ou com a contratação de metrologistas escassos. A saída está em transformar a inspeção dimensional em um processo rápido, objetivo e digitalmente rastreável.
Um scanner 3D de alta precisão, quando implantado com foco nos gargalos reais da fábrica, encurta ciclos de medição, reduz retrabalho, libera mão de obra qualificada para atividades de maior valor e gera dados que sustentam a melhoria contínua.
A INSVISION oferece sistemas que operam nessa lógica, com capacidade de adaptação a superfícies desafiadoras e integração de software que elimina etapas manuais.
O primeiro passo é mapear os custos de inspeção que já estão na sua operação e testar o equipamento nas condições reais de chão de fábrica — o retorno tende a aparecer já nos primeiros lotes liberados com mais velocidade e menos incerteza.
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China