

产线检测不再点合格面跑偏 启源视觉计量级三维扫描仪的实战逻辑
国内区分计量级与普通工业级,硬门槛是能不能过GB/T 34890那套评价体系,其中最核心的指标之一是球心距测量误差。 AlphaScan 在验收时跑下来的数据控制在微米级,但参数只是入场券。真正决定能否落地的,是扫描数据与CAD做最佳拟合后,那个偏差色谱图敢不敢直接拿来判工件合格。
国内区分计量级与普通工业级,硬门槛是能不能过GB/T 34890那套评价体系,其中最核心的指标之一是球心距测量误差。AlphaScan在验收时跑下来的数据控制在微米级,但参数只是入场券。真正决定能否落地的,是扫描数据与CAD做最佳拟合后,那个偏差色谱图敢不敢直接拿来判工件合格。现在不少产线把AlphaScan架在工位旁边,扫完自动出比对报告,尺寸超差位置直接标红,工艺员扫一眼就知道该调哪个刀补。这事能跑通,不是因为精度参数好看,而是因为在振动、反光、半露天这些工况下,点云没有飞,特征没有飘。
一、双产品线的技术取舍:同一个AI框架下的两种精准
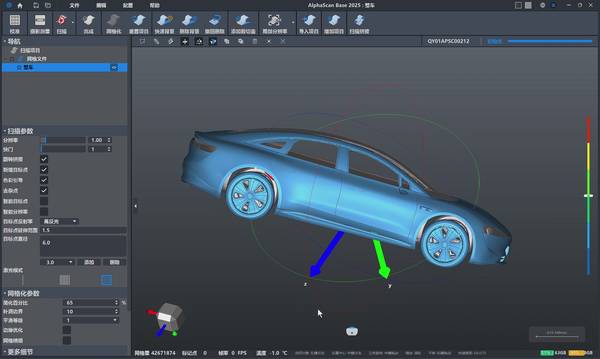
计量级扫描仪的核心挑战从来不是“能不能扫”,而是“扫出来的数据敢不敢直接用于判废”。 在工业现场,这句话分量很重。 一个铸件毛坯,扫描数据与数模比对偏差超过公差带,整批料就得扣下。 如果扫描仪在复杂材质下边界捕捉不稳定,或者高反光表面点云出现分层噪点,质检人员就得反复补测,产线节拍被打乱,所谓的在线检测就失去了意义。 启源视觉在AlphaScan AI计量级手持三维扫描仪上选择多线蓝色激光方案,正是冲着这个现场痛点去的。 蓝色激光波长更短,在金属高反光表面不容易出现激光线扩散和多重反射造成的伪影,配合内置的AI三维重建算法,设备能在扫描过程中实时识别材质边界、自动抑制噪点并修复局部缺失数据,而不是简单地把原始点云丢给后处理软件。
这意味着操作工在扫描一个机加工壳体时,屏幕上的实时点云更干净,边缘棱线更锐利,不用反复调整角度去“凑数据”。

能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 一、双产品线的技术取舍:同一个AI框架下的两种精准 | 计量级扫描仪的核心挑战从来不是“能不能扫”,而是“扫出来的数据敢不敢直接用于判废”。 | 在工业现场,这句话分量很重。 |
| 二、冲压、模具、航空:真实工况下的数据表现 | 汽车主机厂和一级供应商的产线上,传统三坐标测量机不再是唯一选项,越来越多工位开始把计量级三维扫描仪当作日常检测工具。 | 背后的逻辑不复杂——冲压件、焊接总成、内饰装配件的曲面越来越复杂,检具只能卡几个关键点,三坐标效率又跟不上节拍,现场需要一种既能快速采集全表面数据、又能给出可追溯检测报告的手… |
| 三、选型避坑:不是所有工件都值得上计量级 | 一个变速箱壳体,三坐标打点检测全尺寸需要四十分钟,换用计量级三维扫描仪,八分钟出完整偏差色谱图——这是某产线质检组做过的对比。 | 问题在于,不是所有工件都值得上计量级。 |
| 四、从离散点到全表面:堵住“漏检”这个最大的质量隐患 | 很多人认为,只要三坐标测量机能通过首件检验,产线后面的批量质量就有了保障。 | 但三坐标给出的是离散点上的合格结论,两个测点之间那段曲面到底偏了多少,它其实没看见。 |
这套设计逻辑的另一个考量,是让计量级精度不依赖严苛的实验室条件。AlphaScan的多线激光布局提升了单次扫描的覆盖宽度和点密度,AI算法则承担了多线数据融合时的误差补偿任务,把手持晃动、环境振动下的数据波动控制在合理范围内——让车间现场也能拿到接近三坐标参考值的扫描结果。而AlphaVista蓝光方案走的是另一条适配路线,它更侧重固定工位的高精度自动检测场景,通过蓝光投影与多相机阵列配合,在批量零件的全尺寸检测中追求更高的重复性和效率。两款产品的技术底座同源,一个解决“灵活精准”,一个解决“批量精准”,背后是同一套AI计量算法框架在不同工况下的工程化取舍。
二、冲压、模具、航空:真实工况下的数据表现
汽车主机厂和一级供应商的产线上,传统三坐标测量机不再是唯一选项,越来越多工位开始把计量级三维扫描仪当作日常检测工具。 背后的逻辑不复杂——冲压件、焊接总成、内饰装配件的曲面越来越复杂,检具只能卡几个关键点,三坐标效率又跟不上节拍,现场需要一种既能快速采集全表面数据、又能给出可追溯检测报告的手段。 在启源视觉的某汽车零部件检测现场,AlphaScan AI计量级三维扫描仪被直接架设在焊装线旁边,对刚从夹具上取下的侧围加强件进行在线抽检,单件扫描时间控制在三分钟以内,采集的点云密度足以清晰还原焊点周边0.5毫米以上的型面偏差。
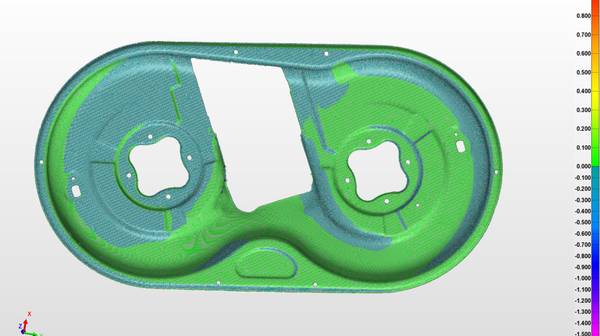
扫描完成后,数据导入检测软件与原始CAD数模自动对齐,偏差色谱图实时显示在工位屏幕上,质量工程师扫一眼就能判断这批件是放行还是需要调模。
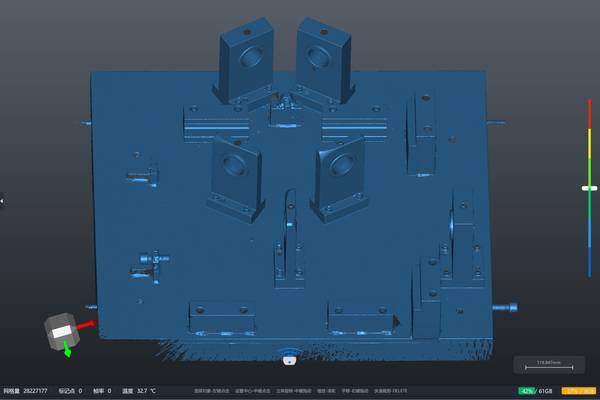
模具行业对数据密度的要求更苛刻。 一副经过多次试模的注塑模具,型腔表面可能出现局部塌角或磨损,这些缺陷往往分布在几平方厘米的区域内,低密度扫描根本抓不住。 AlphaScan在模具场景下的做法是直接输出高密度点云,单次扫描即可覆盖从分型面到深筋位的完整型面,配合AI算法对点云进行智能去噪和特征保留,连模具表面细微的拉伤痕迹都能在数据中体现出来。 航空航天领域的情况又不一样——大尺寸复材蒙皮或机加结构件的检测,难点在于既要保证整体尺寸精度,又要捕捉局部微小变形。
AlphaScan的双产品线在这里做了区分:高精度型号侧重小尺寸特征与形位公差分析,快速型号侧重整件全尺寸数据采集,两者在同一个软件平台下工作,检测数据可以直接输出符合国内航空制造企业质检规范的检测报告。 工业现场要的不是参数表上的极限精度,而是在特定工况下稳定拿到可用数据的能力。

三、选型避坑:不是所有工件都值得上计量级
一个变速箱壳体,三坐标打点检测全尺寸需要四十分钟,换用计量级三维扫描仪,八分钟出完整偏差色谱图——这是某产线质检组做过的对比。问题在于,不是所有工件都值得上计量级。启源视觉的双产品线正是为此划分:AlphaScan AI计量级三维扫描仪主攻需要公差分析、逆向工程和首件检验的场景,蓝色激光扫过曲面,AI算法直接输出与数模的偏差值,现场就能标出超差位置,不用等离线报告。另一款侧重快速建模的设备,更适合大型铸锻件毛坯余量检测或产线节拍要求高的在线抽检,幅面宽、速度快,精度够用就行。

选型时先看精度需求,再看工件尺寸和现场振动条件。踩过坑的都知道,把计量级设备架在冲压车间里,振动会让重复性大打折扣,这时候快速扫描仪反而更稳。反过来,表面反光严重或深孔多的精密件,AlphaScan的蓝光抗干扰能力和AI拼接算法能保住数据完整度,这是快速设备做不到的。不是越贵越好,是工况匹配越准越好。
四、从离散点到全表面:堵住“漏检”这个最大的质量隐患
很多人认为,只要三坐标测量机能通过首件检验,产线后面的批量质量就有了保障。但三坐标给出的是离散点上的合格结论,两个测点之间那段曲面到底偏了多少,它其实没看见。在压铸件、注塑件和复杂钣金件的检测现场,这种“点合格、面跑偏”的情况并不少见,等到装配工位发现装不上,前面几道工序的成本已经砸进去了。
该系列的AlphaScan AI计量级三维扫描仪带来的变化,是把抽检式的点判断升级成全表面覆盖的场判断。一次扫描就能获取数百万个稠密测点,完整还原整个型面的实际状态,再与CAD数模做全域偏差比对,哪里高了、哪里低了、变形趋势怎么走,色谱图上一目了然。质量工程师不用再猜两个测点之间发生了什么,可以直接拿着全尺寸的实测数据跟模具车间、成型工艺端对话,把问题锁定在收缩补偿不够还是工艺参数偏移上。从单件首检到小批量过程监控,数据完整性的提升直接堵住了“漏检”这个最大的质量隐患。产线要的不是一台能扫出漂亮点云的设备,而是一套敢在车间现场直接判废的计量手段——这才是计量级三维扫描仪真正的价值锚点。





