

三维扫描测量仪器用于复杂工件检测的评估方法
模具和汽车零部件车间里,三坐标测量机的排期表越来越满,可卡在检测环节的工件反而越堆越多。根子不复杂:产品迭代提速,曲面设计越来越放肆,传统接触式测量已经跟不上产线节拍。 常见问题 模具和汽车零部件车间里,三坐标测量机的排期表越来越满,可卡在检测环节的工件反而越堆越多。
车间日常计量的常见痛点
模具和汽车零部件车间里,三坐标测量机的排期表越来越满,可卡在检测环节的工件反而越堆越多。根子不复杂:产品迭代提速,曲面设计越来越放肆,传统接触式测量已经跟不上产线节拍。
常见问题
车间日常计量的常见痛点要重点看什么?
模具和汽车零部件车间里,三坐标测量机的排期表越来越满,可卡在检测环节的工件反而越堆越多。
现场验证清单
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 工件适配 | 确认尺寸、表面状态和关键公差是否适合现场扫描 | 用典型件做一次完整试扫,再看点云完整度 |
| 数据流转 | 检查点云、偏差图、检测报告是否能进入现有质检流程 | 提前确认导出格式和复核责任人 |
| 现场实施 | 评估操作培训、校准节奏、环境光和工位空间 | 把验证记录沉淀为后续批量应用标准 |
同一基准下的实测对比要重点看什么?
做过现场质检的人都遇到过这种尴尬:同一套模具,用不同设备测出来的数据对不上,最后谁也说服不了谁。
三维扫描方案的实测全流程要重点看什么?
以前测一个中等复杂的铸造壳体,三坐标打点加手工卡尺,两个人折腾大半天是常事,出报告还得再等半天。

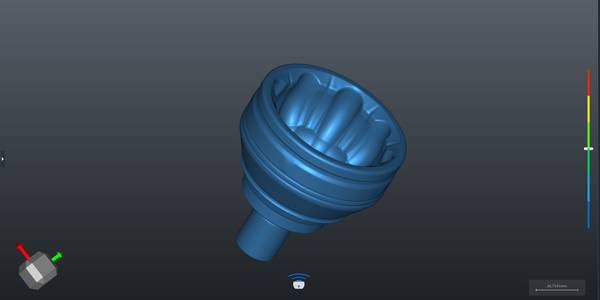
拿模具车间日常质检来说,一副中型注塑模,型腔里曲面、棱线、倒扣位加起来少说几十个特征。质检员用三坐标打点,光建坐标系、规划测头路径就得耗掉半小时。碰到深腔窄槽,测针根本伸不进去,只能拆电极单打,或者干脆凭经验目视判断。踩过坑的都知道,目视这东西靠不住,一出问题就是批量报废。首件检验更煎熬——模具型腔加工完等着三坐标出报告才能调机,机床一停就是半天,整个产线都在等一个“合格”信号。
后来我们把启源视觉的阿尔法系列三维扫描测量仪器引入日常计量,流程就变了。一套刚从加工中心下来的模具型腔,不用再排队等三坐标,质检员手持扫描仪对着型腔走一遍,五十束交叉蓝色激光线把深槽、窄缝、棱线边缘的点云一次性扫全。软件实时生成色谱偏差图,哪里铣深了、哪里清根不到位,屏幕上看得一清二楚。数据直接和原始数模比对,工业计量级精度控制在零点零二毫米以内,够判断这道工序能不能放行。讲直白点,以前三坐标测一个型腔的时间,现在能扫完一整副模具,还把那些测针够不着的死角也覆盖了。
同一基准下的实测对比
做过现场质检的人都遇到过这种尴尬:同一套模具,用不同设备测出来的数据对不上,最后谁也说服不了谁。这次我们干脆把新旧方案拉到同一个台面上,选了两种最让人头疼的典型工件——中型冲压模具和高反光结构件,同步跑一遍完整测量流程,用同一组基准对齐,看看到底差在哪。
中型冲压模具型面复杂,棱边、圆角、凹槽交错分布。 传统方案靠三坐标打点,一个中型模具通常要打七八十个点,耗时不说,关键是你永远不知道两个测点之间漏掉了什么型面偏差。 这次实测用的启源视觉AlphaVista系列三维扫描测量仪器,直接架在模具上方,五十束交叉蓝色激光线一次性覆盖整个型面,扫描过程不到三分钟。 高反光结构件的挑战更棘手,这类工件表面镀层或抛光处理后反光率极高,传统方案得先喷一层显像剂,喷多了影响精度,喷少了又扫不全。 AlphaVista在这种工况下没做任何表面处理,直接扫,点云完整度肉眼可见地压住了反光区域的数据缺失问题。
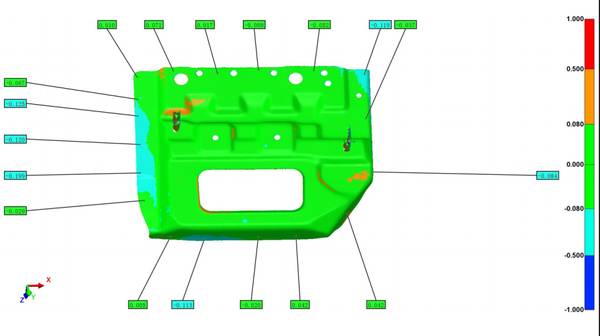
两轮测完,数据统一导入检测软件做偏差分析,新旧方案在同一坐标系下对比,公差带分布一目了然,结果摆在那,不用多解释。
三维扫描方案的实测全流程
以前测一个中等复杂的铸造壳体,三坐标打点加手工卡尺,两个人折腾大半天是常事,出报告还得再等半天。后来产线节奏加快,这种效率根本扛不住。上个月车间进了一批需要全尺寸检的焊接框架,单件检测项超过两百个,用传统方式根本排不开计划。这事逼着我们去试三维扫描测量仪器的方案。
现场用的是启源视觉两套设备搭配干活。大尺寸框架类工件直接上AlphaScan手持扫描仪,一千克出头的重量,单手拎着绕工件走就行,不用搭架子,不用贴太多标记点。设备开机预热不到三分钟,标定板晃一下就开始干活。扫描的时候软件界面上实时看到点云往上堆,哪里扫到了哪里没扫到一目了然,现场操作工培训半天就能上手。碰到框架上那些深孔、窄缝位置,换AlphaVista蓝光扫描仪补扫。这机器五十束交叉蓝色激光线打下去,孔壁和缝底的数据都能抓回来,不像以前用低端扫描仪那样黑洞洞一片啥也看不见。两套设备扫出来的数据在同一个软件里自动拼接,不需要手动对齐,省了至少一半的后处理时间。
数据处理这步变化更大。以前外包扫描回来等两天才能拿到报告,现在扫完当场就在工作站上跑运算。点云去噪、补洞、生成三角面模型一气呵成,然后直接导入检测软件做公差分析。把数模和扫描数据一比对,色差图立刻标出超差区域,哪个孔位偏了、哪个面变形了,车间主任站旁边看一眼就明白。有个焊接框架发现安装孔位置度偏了零点一五毫米,当场就反馈给焊接工位调整夹具,没让问题件流到下一道工序。这事在以前至少得隔天才能发现,那时候已经焊出来十几件废品了。

两类测量方案的效率差异对比
近两年一个明显的变化是,产线上的尺寸检测不再全靠老师傅和三坐标了。越来越多质检部门开始把三维扫描测量仪器直接架到车间,边加工边测,发现问题当场就改。这事听起来简单,但真落地的时候,两类方案在效率上的差距,踩过坑的都知道。
先说准备时长。 传统接触式测量,光装夹找正就能耗掉二三十分钟,碰到异形件或者没有基准面的工件,还得专门做治具。 而来料抽检或过程检环节,启源视觉AlphaVista这类手持扫描仪到场就能扫,不需要把工件搬来搬去,也省掉了喷涂显像剂的步骤。 再讲操作门槛。 三坐标测量得专门培训,编程走路径,一个新手没几个月上不了手。 手持扫描方案则简单得多,操作人员拿着设备围着工件走一圈,软件实时显示点云数据,哪里扫到了哪里没扫到一目了然。 最后看数据输出周期。 传统方式测完导出报告,再导入分析软件比对,半天就过去了。 AlphaVista扫描完成后直接生成三维模型,导入检测软件就能做公差分析,从扫描到出报告,整个过程压缩到一小时内。
说白了,这种效率差异不是某个环节快了一点,而是整个检测流程被重新定义了。
三维扫描方案的适配场景参考
产线上跑三维扫描测量仪器,最怕的不是精度不够,而是设备“挑活儿”。上午刚扫完一批铸件,下午换成一筐黑色注塑件,扫描仪就开始丢数据,工程师得蹲在工位上调半天参数,线长那边催得紧,质检这边卡住了。这事在车间里太常见了。我们在该系列的AlphaScan上反复验证过一个场景:同一天、同一台设备、同一个操作员,上午扫铝合金机加件,下午扫黑色亚克力面板,中间只做了一次快速白平衡校准,点云完整度基本没掉。50束交叉蓝色激光线的冗余设计在这里起了作用——黑色吸光件靠单线扫描很容易出现局部缺失,多线交叉投射相当于从不同角度“补盲”,深色表面也能抓回足够多的有效点。

另一个容易被忽略的适配点是工位环境。产线质检区不是实验室,旁边冲压机一开,地面跟着抖,有些扫描仪对微振动敏感,点云分层、重影说来就来。我们在给一家汽配供应商做方案验证时,特意把AlphaVista架在冲压线隔壁的在线检台上跑了一下午,扫描数据拉回计量软件里做平面度分析,结果和离线三坐标的偏差在0.02毫米以内。这个精度级别在车间现场能做到,靠的是内置的光学追踪模块对扫描仪与工件的相对位移做实时补偿,而不是指望操作员把设备端得纹丝不动。对制造企业来说,这意味着质检节点可以往产线前端挪,不用非得等零件冷却、转运到测量室再检,发现问题的时间窗口被压缩了,返工成本才真能降下来。





