

自动化三维扫描
自动化三维扫描是工业三维数字化领域的一类技术方案,指通过整合三维数据采集单元、自动化运动执行机构、定位追踪系统与数据处理软件,按照预设程序自动完成工件三维数据采集、预处理与输出的过程,核心目标是降低人工操作依赖,提升扫描过程的效率、一致性与可重复性,多用于工业制造领域的批量性扫描与检测场景。
定义
自动化三维扫描是工业三维数字化领域的一类技术方案,指通过整合三维数据采集单元、自动化运动执行机构、定位追踪系统与数据处理软件,按照预设程序自动完成工件三维数据采集、预处理与输出的过程,核心目标是降低人工操作依赖,提升扫描过程的效率、一致性与可重复性,多用于工业制造领域的批量性扫描与检测场景。
工作原理
自动化三维扫描系统的工作流程通常分为四个核心阶段:
- 前置准备:完成工件装夹定位,根据工件的三维数模或特征预设扫描路径、采集参数与数据处理规则;
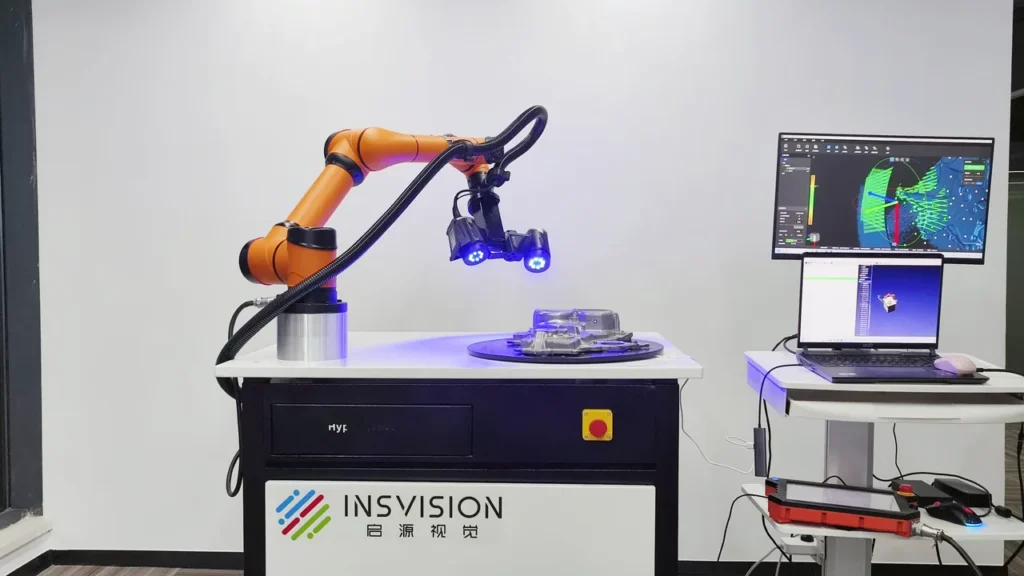
- 自动采集:自动化运动执行机构(如机械臂、转台、龙门架等)带动扫描采集单元或待扫工件按预设路径运动,定位追踪模块实时反馈位置信息,采集单元通过结构光、激光线等技术获取工件表面的三维点云数据;
- 自动处理:系统自动对采集到的多帧点云进行拼接、去噪、对齐等预处理操作,剔除无效数据;
- 结果输出:按照预设要求输出标准格式的三维数据,或对接下游工业检测、逆向工程等软件。
系统可根据场景需求配置单采集单元/多采集单元、单投影/多投影等不同架构,部分动态场景可搭配光学追踪系统实现无标记点的实时定位。
关键参数与判断标准
自动化三维扫描的核心参数受设备技术路线、工件材质、尺寸、作业环境等因素影响,以下为通用判断指标:
| 参数 | 含义 | 判断方法 |
|---|---|---|
| 扫描精度 | 扫描所得三维数据与工件实际几何尺寸的最大允许偏差 | 采用经校准的标准量块、标准球等计量器具,在标准工况下多次测量后计算偏差极值,精度受扫描距离、工件材质、环境光照等因素影响 |
| 扫描效率 | 单位时间内完成合格扫描的工件数量或有效点云数据采集量 | 在预设标准工况下,统计连续扫描10件及以上同规格工件的平均耗时,换算为单位时间产量 |
| 重复测量精度 | 同一工件在相同条件下多次扫描结果的离散程度 | 对同一标准工件重复扫描10次及以上,计算测量结果的标准偏差,反映结果的一致性 |
| 路径规划适配性 | 系统针对不同形状、尺寸工件自动生成无遮挡扫描路径的能力 | 选取3种及以上不同特征的异形工件,验证系统是否可自动规避遮挡、生成完整覆盖待扫区域的运动路径 |
| 数据自动化处理率 | 扫描完成后无需人工干预即可完成点云去噪、拼接、对齐并输出标准格式数据的比例 | 统计连续完成的50次扫描任务中,数据全流程无需人工调整的任务占比 |
适用与不适用场景
适用场景
- 工业制造领域的批量零部件入厂检测、产线在线全检、成品出库检测等对效率、一致性要求较高的重复性扫描场景;
- 模具、工装的周期性磨损检测,无需人工参与即可完成定期数据采集与偏差对比;
- 3D打印批量件的尺寸验证、光伏能源领域结构件的形位公差检测、汽车与航空航天领域中小零件的批量测量等场景;
- 加工路径引导、数字孪生模型数据更新等需要稳定、高频三维数据输入的场景。
不适用场景
- 单件小批量且工件形态差异极大、无固定扫描逻辑的定制化扫描场景,前期路径规划成本远高于手动扫描;
- 非工业领域的民用人体扫描、面部扫描等非工业级应用场景;
- 医疗临床影像诊断等有特殊资质要求的场景;
- 对扫描过程的实时动态调整要求极高,无法通过预设程序实现的非标准化扫描场景。
常见误区
- 误区:自动化三维扫描的精度一定高于手动三维扫描
扫描精度核心取决于三维采集单元的技术指标,自动化方案仅提升扫描过程的效率与结果一致性,若采集单元本身精度等级较低,即使采用自动化架构也无法获得高精度数据。
- 误区:自动化三维扫描完全无需人工干预
自动化仅覆盖扫描执行与数据预处理环节,前期的工件装夹、路径规划、参数配置,以及异常工况(如工件移位、光路遮挡)的处理仍需人工参与,部分复杂特征工件的补扫也可能需要人工辅助。
- 误区:只有搭载机械臂的系统才属于自动化三维扫描
自动化三维扫描的实现形式不局限于机械臂架构,转台式、龙门式、搭配光学追踪的固定式多机位扫描等,只要可按预设程序自动完成全流程扫描、无需人工手持操作的方案,均属于自动化三维扫描范畴。
- 误区:自动化三维扫描适合所有批量扫描场景
若批量工件的特征差异极大,每次扫描都需要重新调整路径与参数,自动化方案的前期调整成本可能高于手动扫描,仅在工件规格统一、扫描流程标准化的批量场景下具备成本优势。
相关概念
工业三维检测、结构光三维扫描、激光三维扫描、点云数据、逆向工程、产线在线测量、光学追踪、三维重建
常见问题
自动化三维扫描是否可以适配不同规格的工件?
答:自动化三维扫描系统的适配范围取决于运动机构的行程、采集单元的扫描幅面与参数可调性,多数工业级系统支持根据工件的尺寸、材质、表面特征调整扫描参数与运动路径,部分模块化系统可通过扩展组件适配更大尺寸或更复杂特征的工件,不存在统一的适配阈值。
自动化三维扫描的数据可以直接用于工业检测吗?
答:符合计量级精度要求的自动化三维扫描系统,输出的点云数据经过自动对齐、去噪处理后,可直接导入符合行业规范的工业检测软件,开展尺寸公差分析、形位公差检测、磨损量对比等操作,具体可用性取决于系统的精度等级与数据格式兼容性。
自动化三维扫描对工作环境有什么要求?
答:不同技术路线的自动化三维扫描系统环境适应性存在差异:采用结构光原理的系统对环境直射光强度有一定要求,过强的光照可能干扰光路信号采集;采用激光原理的系统抗干扰能力更强,但仍需避免大量粉尘、持续水汽等遮挡光路的因素,部分工业防护等级的系统可直接适配常规生产车间的作业环境。
自动化三维扫描的投入成本是否远高于手动扫描?
答:自动化三维扫描的前期部署成本(含运动机构、控制系统开发、路径调试)通常高于同精度等级的手动三维扫描方案,但在标准化批量扫描场景下,其更低的单位工件耗时、更高的结果一致性可显著降低长期人力成本与误差损失,投入产出比随扫描批量的提升而升高。
小结
自动化三维扫描是工业三维数字化领域的重要技术方向,通过整合三维采集、运动控制、智能数据处理等能力,有效解决了手动扫描效率低、结果一致性差的痛点,适配批量工业检测、产线在线测量等多种标准化场景。其选型与应用需结合工件特征、扫描批量、精度要求、作业环境等因素综合判断,是实现先进制造流程数字化、智能化的核心支撑技术之一。





