
Scanner de peças na inspeção dimensional: aplicação prática para eliminar gargalos de qualidade no chão de fábrica
Ainda é comum encontrar linhas de produção onde o scanner de peças é tratado como um acessório — algo que se usa quando o braço de medição ou a máquina de

Ainda é comum encontrar linhas de produção onde o scanner de peças é tratado como um acessório — algo que se usa quando o braço de medição ou a máquina de medir por coordenadas não alcança determinado canto. Na prática industrial de 2026, essa visão limitada é justamente o que trava as decisões de qualidade.
A inspeção dimensional continua presa a processos que não escalam: relatórios de GD&T preenchidos manualmente ao longo de horas, primeiro artigo inspecionado peça por peça com paquímetro e relógio comparador, e dados de medição que morrem em planilhas locais sem alimentar o histórico do processo.
Enquanto isso, o volume de lotes mistos só cresce, e o tempo de setup entre famílias de peças ainda é medido em turnos, não em minutos.
O gargalo real não está na falta de equipamentos de medição. Está no fluxo de informação entre a peça física e o sistema de qualidade. É nesse ponto que um scanner 3D de precisão metrológica muda a conversa — e é por isso que a INSVISION projeta seus sistemas pensando no dado antes de pensar no hardware.
Este artigo mostra como um scanner de peças pode ser inserido no fluxo de trabalho de uma oficina de usinagem ou montagem de componentes de geometria complexa, com foco em aplicação real, validação metrológica e ganhos operacionais perceptíveis.
O cenário típico e os pontos de dor que persistem
Imagine uma célula de usinagem que produz suportes estruturais, carcaças de alumínio e componentes de transmissão em lotes que mudam até três vezes por semana. Cada novo lote exige um primeiro artigo dimensional completo.
O procedimento tradicional mobiliza um operador com paquímetro, micrômetro, calibres tampão e relógio apalpador, que percorre dezenas de cotas críticas anotando valores em uma folha de controle.
As tolerâncias geométricas — perpendicularidade, concentricidade, perfil de superfície — são verificadas em uma MMC separada, muitas vezes em outra sala, gerando fila e atraso na liberação do setup.
Dimensões de seleção e verificações de campo
| Área de foco | Ponto de decisão | Nota de implantação |
|---|---|---|
| O cenário típico e os pontos de dor que persistem | Imagine uma célula de usinagem que produz suportes estruturais, carcaças de alumínio e componentes de transmissão em lotes que mudam até três vezes p… | Cada novo lote exige um primeiro artigo dimensional completo. |
| Os problemas se acumulam rapidamente: | O resultado é um ciclo de inspeção que consome recursos, alonga o lead time e não oferece rastreabilidade digital. | A raiz do problema não é a falta de exatidão dos instrumentos, mas a incapacidade de capturar a geometria completa da peça de forma rápida e tra… |
| A lógica da solução: do ponto ao perfil completo | Em vez de adicionar mais uma MMC ou multiplicar gabaritos de medição, a abordagem com scanner de peças inverte a lógica: captura-se a totalidade da s… | Isso elimina a dependência de medições pontuais e permite gerar, em uma única aquisição, mapas de desvios coloridos, relatórios de GD&T e anális… |
| Como colocar o scanner de peças para trabalhar: um rote… | A decisão de adotar um scanner 3D metrológico não deve ser baseada em fichas técnicas. | O caminho seguro começa com um teste-piloto estruturado, usando uma peça real que represente o pior caso do portfólio — de preferência aquela qu… |
Os problemas se acumulam rapidamente:
- O relatório de inspeção do primeiro artigo consome horas, atrasando o início da produção.
- Peças com geometrias internas profundas, raios de concordância ou superfícies curvas complexas ficam subinspecionadas porque os instrumentos de contato não alcançam ou não geram uma nuvem de pontos representativa.
- Os dados de medição não são reaproveitados: cada lote começa do zero, sem comparação automática com o histórico ou com o modelo CAD nominal.
- Quando surge uma não conformidade, a análise de causa raiz depende da memória do operador e de anotações em papel, sem um mapa de desvios que mostre a distribuição do erro ao longo de toda a superfície.
O resultado é um ciclo de inspeção que consome recursos, alonga o lead time e não oferece rastreabilidade digital.
A raiz do problema não é a falta de exatidão dos instrumentos, mas a incapacidade de capturar a geometria completa da peça de forma rápida e transformar essa nuvem de pontos em informação acionável para o sistema de qualidade.
A lógica da solução: do ponto ao perfil completo
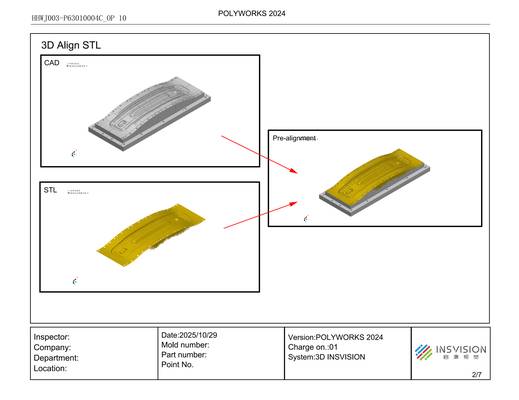
Em vez de adicionar mais uma MMC ou multiplicar gabaritos de medição, a abordagem com scanner de peças inverte a lógica: captura-se a totalidade da superfície em segundos e compara-se o resultado diretamente com o modelo CAD de referência.
Isso elimina a dependência de medições pontuais e permite gerar, em uma única aquisição, mapas de desvios coloridos, relatórios de GD&T e análises de tendência.
Para que essa lógica funcione no chão de fábrica, o scanner precisa entregar três coisas: alta densidade de pontos mesmo em superfícies escuras ou polidas, repetibilidade compatível com as tolerâncias da peça e um fluxo de dados que alimente o software de inspeção sem exigir pós-processamento manual pesado.
O AlphaScan da INSVISION foi projetado exatamente para esse tipo de condição: opera com 50 feixes cruzados de laser azul e realiza 7.100.000 medições por segundo, gerando malhas densas que representam com fidelidade transições geométricas agressivas e detalhes de usinagem.
Como colocar o scanner de peças para trabalhar: um roteiro de validação e implantação
A decisão de adotar um scanner 3D metrológico não deve ser baseada em fichas técnicas. O caminho seguro começa com um teste-piloto estruturado, usando uma peça real que represente o pior caso do portfólio — de preferência aquela que historicamente causa mais retrabalho no controle dimensional.
- Seleção da peça piloto e preparação do ambiente
Escolha um componente com tolerâncias funcionais apertadas, superfícies de difícil acesso e, se possível, acabamento escuro ou polido. Posicione a peça sobre uma mesa estável, sem necessidade de gabarito dedicado, e mantenha a iluminação ambiente típica da fábrica.
O objetivo é reproduzir as condições reais de operação, não um ambiente de laboratório.
- Teste de repetibilidade
Meça a mesma peça de referência dez vezes consecutivas, sem alterar a fixação. Extraia o desvio padrão das medições e compare-o com a tolerância funcional do componente. Se o desvio padrão ficar abaixo de um terço da tolerância, o scanner tem folga suficiente para o uso diário.
O AlphaScan da INSVISION costuma fechar essa margem sem dificuldade, mas somente o ensaio com a sua peça e o seu gabarito confirma a adequação.

- Ensaio em condições adversas
Reserve uma amostra de peça preta, usinada ou com transições geométricas bruscas — exatamente o tipo de superfície onde scanners de marketing desmoronam. Execute a digitalização no modo de alta densidade de linhas.
O critério de aprovação é simples: o software de inspeção deve fechar a malha sem exigir pós-processamento manual pesado. Se a malha ficar completa e a comparação com o CAD gerar um mapa de desvios coerente, a solução está apta para produção.
- Integração com o fluxo de qualidade
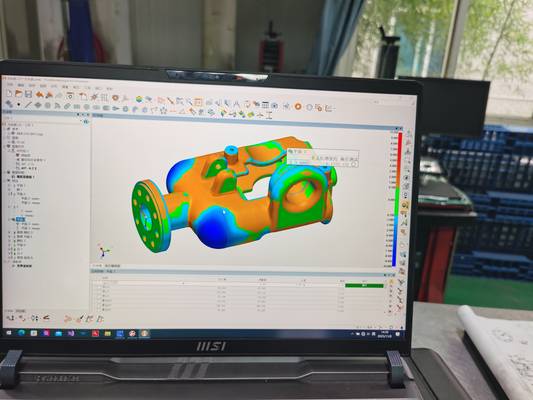
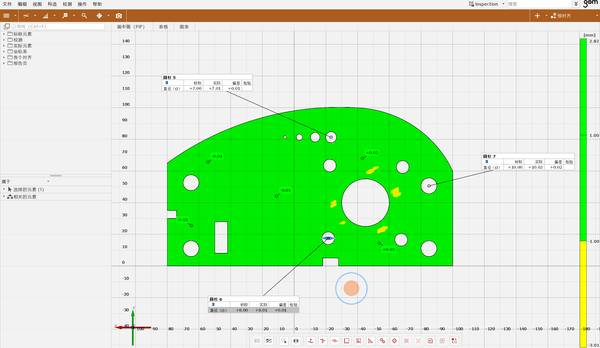
Conecte a saída do scanner ao software de inspeção que a equipe já utiliza ou a plataformas como PolyWorks ou GOM Inspect. Configure templates de relatório que extraiam automaticamente as cotas críticas de GD&T e gerem o mapa de desvios.
O dado bruto da nuvem de pontos deve ser armazenado de forma estruturada, permitindo consultas futuras e análises de tendência sem retrabalho manual.
- Validação ergonômica e treinamento
O operador repetirá o movimento de digitalização centenas de vezes por turno. Avalie o peso, o equilíbrio e a facilidade de acionamento do scanner durante um turno completo. Um equipamento que gera fadiga excessiva reduz a taxa de adoção, independentemente da qualidade dos dados.
O design do AlphaScan prioriza a ergonomia justamente para manter a constância da medição ao longo de jornadas prolongadas.
Por que o AlphaScan da INSVISION se encaixa nesse cenário
O AlphaScan não é um scanner genérico adaptado para metrologia. A arquitetura de 50 feixes de laser azul cruzados foi dimensionada para capturar detalhes finos mesmo em superfícies inclinadas ou com curvatura acentuada, comuns em carcaças usinadas e componentes estruturais.
A taxa de 7,1 milhões de pontos por segundo permite digitalizar uma peça de médio porte em menos de dois minutos, gerando uma nuvem densa o suficiente para análises de perfil de superfície e comparações de GD&T sem zonas mortas.
O ponto decisivo, porém, está no fluxo de dados. O AlphaScan entrega a malha diretamente nos formatos abertos que os softwares de inspeção consomem, sem exigir conversões proprietárias ou etapas de limpeza excessiva.
Isso significa que o dado sai do scanner e entra no relatório de qualidade em um fluxo contínuo, eliminando o gargalo de informação que atrasa a liberação dos lotes.
O que muda no dia a dia da inspeção
Com o scanner de peças integrado ao fluxo de trabalho, os efeitos se tornam visíveis em poucas semanas:
- O primeiro artigo de um lote de geometria complexa, que antes consumia horas de medição manual e deslocamento até a MMC, passa a ser digitalizado e comparado ao CAD em minutos, com o relatório de GD&T gerado automaticamente.
- O setup entre famílias de peças deixa de ser medido em turnos. A verificação dimensional da primeira peça produzida após a troca de ferramentas é feita no próprio posto de trabalho, permitindo correções imediatas.
- Superfícies que antes ficavam sem inspeção por limitação dos instrumentos de contato — raios internos, canais de lubrificação, regiões de parede fina — passam a ser integralmente verificadas, reduzindo o risco de escapes de qualidade.
- O histórico digital de cada número de peça permite comparar lotes, identificar derivas de processo e fundamentar ações corretivas com mapas de desvios, não com anotações esparsas.
Nenhum desses ganhos exige a substituição completa do parque de medição. O scanner de peças atua como acelerador do fluxo de informação, complementando MMCs e instrumentos de contato onde a velocidade e a cobertura total da superfície fazem diferença.
Como replicar essa abordagem em outros ambientes
A metodologia descrita não se restringe a oficinas de usinagem. Qualquer operação que lide com peças de geometria complexa, lotes variados e necessidade de rastreabilidade dimensional pode se beneficiar do mesmo roteiro de validação e implantação. Alguns exemplos:
- Fundição e injeção de alumínio: digitalização de carcaças e suportes para comparar o molde real com o CAD e identificar desgastes antes que gerem lotes não conformes.
- Componentes aeroespaciais: inspeção de pás, difusores e estruturas usinadas em ligas leves, onde a documentação de GD&T precisa ser completa e auditável.
- Dispositivos médicos e implantes: verificação dimensional de superfícies orgânicas e tolerâncias de perfil que instrumentos de contato não conseguem caracterizar.
- Ferramentaria e manutenção: engenharia reversa de componentes desgastados ou sem desenho, gerando modelos CAD a partir da nuvem de pontos para fabricação de reposição.
Em todos esses casos, o ponto de partida é o mesmo: selecionar a peça mais crítica, executar o teste de repetibilidade e o ensaio em condições adversas, e integrar o dado ao sistema de qualidade.
A decisão de compra deixa de ser baseada em especificações de catálogo e passa a ser sustentada por evidências coletadas no próprio chão de fábrica.
Conclusão
O scanner de peças deixou de ser um complemento para situações excepcionais. Em 2026, ele é o elemento que conecta a peça física ao sistema de qualidade digital, eliminando o principal gargalo da inspeção dimensional: a lentidão e a fragmentação do fluxo de informação.
A INSVISION, ao projetar o AlphaScan com foco na densidade de pontos, na robustez em superfícies difíceis e na integração direta com softwares de inspeção, oferece uma ferramenta que se prova no cenário real, não apenas no laboratório de metrologia.
Para o engenheiro de qualidade e o responsável pela produção, o caminho mais seguro continua sendo o teste com a própria peça — e é exatamente aí que a diferença entre um scanner genérico e um sistema metrológico de fato aparece.
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China