
Otomotiv ve Havacılık MRO Süreçlerinde Lazer Tarama Cihazı ile Tezgah Başı Boyutsal Kontrol
Otomotiv ve havacılık MRO ortamlarında INSVISION lazer tarama cihazı ile CMM darboğazını aşın. Tezgah başında 0.020 mm hassasiyetle GD&T kontrolü ve anlık boyutsal doğrulama adımları.
Üretim ortamında boyutsal kontrol, çoğu zaman bir doğrulama adımı olmanın ötesine geçemez. Oysa asıl ihtiyaç, hatalı parçayı montaj hattına sokmamak değil, prosesin kendisini anlık veriyle besleyerek sapmaları henüz oluşmadan yakalamaktır.
Otomotiv yan sanayinde pres kaynaklı sac parçalardan, havacılık MRO’da türbin kanatlarına kadar her iş istasyonunda boyutsal kontrol baskısı artıyor. Geleneksel koordinat ölçüm makineleri (CMM) laboratuvar hassasiyeti sunsa da üretim temposuna ayak uyduramaz;
parçayı hattan çekmek, sıcaklık dengelemesi beklemek ve program yazmak saatleri bulur. Tam da bu noktada, elde taşınır bir lazer tarama cihazı devreye girer.
INSVISION’ın 0.020 mm endüstriyel metroloji hassasiyetine sahip, 50 çapraz mavi lazer çizgili ve yalnızca 1070 gram ağırlığındaki tarayıcısı, doğrudan tezgah başında veya montaj istasyonunda GD&T toleranslarını kontrol etmeyi mümkün kılar.
Bu yazı, söz konusu cihazın otomotiv ve havacılık MRO ortamlarındaki tipik bir uygulama senaryosunu, hazırlık adımlarından raporlamaya kadar somut bir iş akışıyla ele alıyor.
Tipik Üretim Koşulları ve Temel Zorluklar
Bir otomotiv tedarikçisinin kaynaklı sac parça hattını ya da bir havacılık MRO atölyesinin türbin kanadı revizyon istasyonunu düşünün. Her iki ortamda da parçalar karmaşık serbest formlu yüzeylere sahiptir, toleranslar sıkıdır ve üretim ritmi kesinti kaldırmaz. Geleneksel CMM ile çalışmak şu darboğazları yaratır:

Seçim boyutları ve saha kontrolleri
| Odak alanı | Karar noktası | Uygulama notu |
|---|---|---|
| Tipik Üretim Koşulları ve Temel Zorluklar | Bir otomotiv tedarikçisinin kaynaklı sac parça hattını ya da bir havacılık MRO atölyesinin türbin kanadı revizyon istasyonunu düşünün. | Her iki ortamda da parçalar karmaşık serbest formlu yüzeylere sahiptir, toleranslar sıkıdır ve üretim ritmi kesinti kaldırmaz. |
| Çözüm Yaklaşımı: Hattın Kenarında Tam Yüzey Tarama | INSVISION lazer tarama cihazı, bu ihtiyaca yönelik olarak tasarlanmıştır. | 50 çapraz mavi lazer çizgisi, parlak veya koyu yüzeylerde dahi yüksek kontrastlı veri toplar. |
| Uygulama Adımları: Hazırlıktan Raporlamaya | Sahada başarılı bir tarama süreci, cihazın teknik özellikleri kadar doğru ön hazırlığa da bağlıdır. | Aşağıda, tipik bir otomotiv sac parça veya havacılık komponenti senaryosu için adım adım iş akışı verilmiştir. |
| 1. Yüzey Hazırlığı | Yarı parlak sac yüzeyler veya işlenmiş kalıp boşlukları, ince bir toz tabakasıyla kaplandığında lazerin geri yansıması bozulur ve nokta bulutu sapmal… | Taramadan önce yüzeyin temiz, kuru ve yağsız olduğundan emin olunmalıdır. |
- Veri süreksizliği: Nokta bazlı ölçüm, özellikle organik geometrilerde yüzeyin tam profilini çıkaramaz. Bir türbin kanadını 50 noktayla tanımlamak, iki nokta arasındaki gerçek sapmayı gizler ve montaj sonrası uyumsuzluk riskini artırır.
- Uzun döngü süreleri: Parçanın hattan alınıp CMM odasına taşınması, sıcaklık şartlandırması ve program yazımı, ilk parça onayını saatlere yayar. Kalıp deneme veya periyodik proses kontrolünde bu gecikme, üretim planlamasını tıkar.
- Uzman bağımlılığı: CMM programlama ve yorumlama, deneyimli metroloji teknisyenleri gerektirir. Her vardiyada bu yetkinliği bulmak zordur.
Bu zorluklar, ölçümün laboratuvardan üretim bandının kenarına taşınmasını zorunlu kılar. Burada ihtiyaç duyulan şey, saniyeler içinde milyonlarca nokta toplayarak tam yüzey topolojisini çıkarabilen, hafif ve operatörün günlük rutinine entegre olabilen bir lazer tarama cihazıdır.
Çözüm Yaklaşımı: Hattın Kenarında Tam Yüzey Tarama
INSVISION lazer tarama cihazı, bu ihtiyaca yönelik olarak tasarlanmıştır. 50 çapraz mavi lazer çizgisi, parlak veya koyu yüzeylerde dahi yüksek kontrastlı veri toplar.
0.020 mm’lik endüstriyel doğruluk, laboratuvar sınıfı CMM ile karşılaştırılabilir sonuçlar verirken, 1070 gram ağırlık tek elle uzun süreli kullanıma olanak tanır. Cihaz, bir dizüstü bilgisayar ve INSVISION’ın özel yazılımıyla birlikte çalışır;
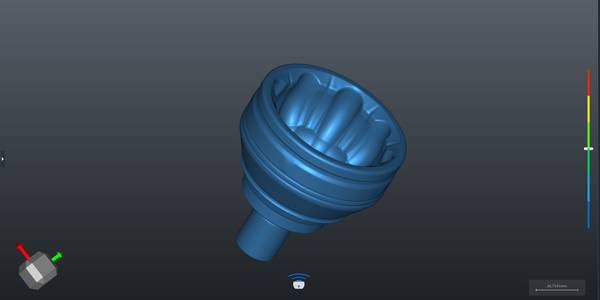
tarama anında nokta bulutu oluşturulur, referans CAD modeliyle otomatik çakıştırılır ve sapma haritası ekrana yansıtılır. Bu sayede, ilk parça muayenesi, periyodik proses kontrolü veya kök neden analizi için hattı durdurmaya gerek kalmaz.
Uygulama Adımları: Hazırlıktan Raporlamaya
Sahada başarılı bir tarama süreci, cihazın teknik özellikleri kadar doğru ön hazırlığa da bağlıdır. Aşağıda, tipik bir otomotiv sac parça veya havacılık komponenti senaryosu için adım adım iş akışı verilmiştir.

1. Yüzey Hazırlığı
Yarı parlak sac yüzeyler veya işlenmiş kalıp boşlukları, ince bir toz tabakasıyla kaplandığında lazerin geri yansıması bozulur ve nokta bulutu sapmaları oluşur. Taramadan önce yüzeyin temiz, kuru ve yağsız olduğundan emin olunmalıdır. Bu rutin işlem, 0.020 mm hassasiyetin sahada korunması için kritiktir.
2. Referanslama Stratejisi
Büyük boyutlu bir kaynak konstrüksiyonu veya kanat profili taramasında, fotogrametri hedefleri ya da manyetik referans noktaları kullanılır. Bu noktaların parça üzerinde yeterli sıklıkta ve doğru dağıldığını kontrol etmek, sonraki hizalama adımında oluşabilecek hataları önler.
INSVISION yazılımı, bu hedefleri otomatik tanır ve tarama sırasında konumlandırmayı sürekli günceller.

3. Ortam Sıcaklığının Dengelenmesi
Dökümhane gibi sıcaklık dalgalanmalarının yüksek olduğu bir ortamdan yeni alınmış bir parçayı hemen taramak, termal genleşme kaynaklı sapmaları veriye taşır. Parçanın, ölçüm yapılacak ortam sıcaklığına uyum sağlaması için kısa bir süre beklenmelidir.
Bu, pahalı bir cihazın doğruluğunu korumanın en düşük maliyetli yoludur.
4. Tarama ve Anlık Veri İşleme
Operatör, INSVISION tarayıcıyı parça yüzeyinde gezdirmeye başlar. 50 çapraz mavi lazer çizgisi, saniyede milyonlarca nokta toplayarak yüzeyin tam topolojisini çıkarır. Yazılım, nokta bulutunu anında referans CAD modeliyle çakıştırır ve renkli sapma haritasını ekrana getirir.
GD&T çağrılarına göre delik pozisyonları, yüzey profili, salgı toleransı gibi kritik ölçüler milisaniyeler içinde renklendirilir. Saha ekibi, bu görsel harita sayesinde nereye müdahale edeceğini anında kavrar.
5. Raporlama
Tek tıkla PDF raporu oluşturulur. Raporda tüm ölçüm sonuçları, renkli sapma görselleri ve istatistiksel özet yer alır. Bu doküman, ilk parça onayı, müşteri sunumu veya kalite kaydı olarak doğrudan kullanılabilir.

INSVISION Lazer Tarama Cihazı Bu Senaryoya Nasıl Uyum Sağlıyor?
INSVISION’ın bu senaryodaki rolü, yalnızca bir ölçüm aleti olmanın ötesindedir. Cihazın öne çıkan yetkinlikleri şunlardır:
- Yüksek veri yoğunluğu: 50 çapraz mavi lazer çizgisi, karmaşık geometrili döküm parçaların, türbin kanatlarının veya pres saclarının GD&T analizinde eksiksiz bir yüzey modeli sunar. CMM’deki noktasal ölçümün yarattığı belirsizlik ortadan kalkar.
- Laboratuvar hassasiyeti sahada: 0.020 mm doğruluk, sıcaklık kontrollü bir odada olmasa bile güvenilir sonuçlar verir. Bu, ilk parça muayenesinin tezgah başında yapılabilmesi anlamına gelir.
- Hızlı adaptasyon: Eğitim süresi yarım günü geçmez. Cihaz, her vardiyada farklı operatörler tarafından güvenle kullanılabilir. Bu, uzman metroloji personeline bağımlılığı azaltır.
- Esnek referanslama: Fotogrametri ve manyetik hedef desteği, büyük veya fikstürlenemeyen parçalarda dahi doğru hizalama sağlar.
Gözlemlenebilir Operasyonel Etkiler
INSVISION lazer tarama cihazının devreye alınmasıyla birlikte üretim hattında şu değişimler gözlemlenir:
- İlk parça onay süresi saatler mertebesinden dakikalar mertebesine iner. Bu, kalıp deneme ve proses onay döngülerini hızlandırır.
- Tam yüzey tarama sayesinde, daha önce CMM ile yakalanamayan yüzey sapmaları tespit edilir. Hurda ve yeniden işleme oranı düşer.
- Operatör, tarama sonrası anında gördüğü sapma haritasıyla bir sonraki parçayı özgüvenle işler. Kalite verileri anlık olarak üretim planlama ve proses mühendisliğine akar.
- Müşteri denetimlerinde veya parça onay süreçlerinde, renkli sapma raporları sayesinde iletişim hızlanır ve yanlış anlamalar azalır.
Benzer Koşullara Uyarlama ve Uygulanabilir Sektörler
Burada anlatılan iş akışı, yalnızca otomotiv ve havacılıkla sınırlı değildir. Aşağıdaki senaryolarda da benzer bir yaklaşım doğrudan uygulanabilir:
- Döküm ve dövme parçalar: Karmaşık geometrilerin ilk parça onay
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121