
3D Tarama Cihazı Nedir ve Endüstride Nasıl Kullanılır? Teknik Bir İnceleme
Bir 3D tarama cihazı, fiziksel bir nesnenin yüzey şeklini temassız olarak sayısallaştıran ve yüksek yoğunluklu nokta bulutları veya ağ modelleri üreten bir
3D Tarama Cihazı Nedir ve Nasıl Çalışır?
Bir 3D tarama cihazı, fiziksel bir nesnenin yüzey şeklini temassız olarak sayısallaştıran ve yüksek yoğunluklu nokta bulutları veya ağ modelleri üreten bir ölçüm sistemidir. Endüstriyel sınıf el tipi tarayıcıların büyük çoğunluğu lazer triangülasyonu ve yapılandırılmış ışık prensiplerini bir arada kullanır.
Cihaz, nesne yüzeyine lazer çizgileri veya ışık desenleri yansıtır; dahili kameralar bu desenlerin yüzey topoğrafyasına göre nasıl deforme olduğunu analiz eder ve her karede yüz binlerce üç boyutlu koordinat hesaplar.
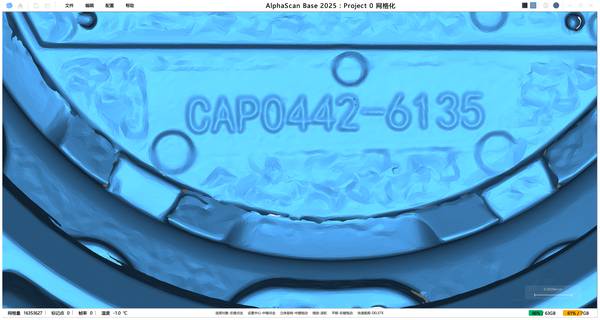
Bu noktada dalga boyu seçimi kritikleşir. Mavi lazer (tipik olarak 450 nm civarı), kırmızı lazere kıyasla daha kısa dalga boyuna sahiptir. Bu özellik, işlenmiş metal veya parlak yüzeylerde saçılan ışığın neden olduğu gürültüyü azaltır ve daha temiz bir nokta bulutu elde edilmesini sağlar.
INSVISION AlphaScan, bu avantajı 22 veya 34 çapraz mavi lazer hattını aynı anda yansıtarak kullanır. Geniş yüzeylerde saniyede 7,1 milyon ölçüm noktası toplanırken, keskin kenarlar veya dar geometriler için tek bir mavi lazer hattına geçiş yapılabilir.
Derin boşluklar ve kör delikler içinse çift LED aydınlatma devreye girer. Bu üç aşamalı konfigürasyon, operatörün parça etrafında serbestçe dolaşarak veri toplamasına olanak tanır; sabit bir tripod veya özel kurulum gerekmez.
Ham nokta bulutu, tarama anında INSVISION’ın AI+3D algoritmaları tarafından işlenir. Algoritma el titremesinden kaynaklanan sapmaları düzeltir, eksik bölgeleri akıllıca tamamlar ve yüzey rekonstrüksiyonunu optimize eder. Sonuç, doğrudan CAD yazılımlarına aktarılabilen, metroloji sınıfı bir dijital kopyadır.
Temel Teknik Göstergeler: Hassasiyet, Hız ve Veri Formu
Bir 3D tarama cihazının sahadaki değerini belirleyen üç temel parametre vardır: nokta hassasiyeti, ölçüm hızı ve hacimsel doğruluk. Bu üçü genellikle birbiriyle çelişir; hız arttıkça gürültü seviyesi yükselme eğilimindedir.
AlphaScan özelinde, 50 çapraz mavi lazer çizgisinin eş zamanlı projeksiyonu ve optimize edilmiş optik yol sayesinde 0,073 mm nokta hassasiyeti ile 7.100.000 ölçüm/saniye hız bir arada sunulur. Hacimsel doğruluk ise 0,1 mm + 0,015 mm/m olarak belirtilir;
bu, büyük bir otomotiv gövde panelinde dahi kenardan kenara sapmanın kabul edilebilir toleranslar içinde kalacağı anlamına gelir.

Bu rakamların pratik karşılığı şudur: Bir kalıp boşluğunun GD&T analizinde profil toleransı çağrılarını karşılamak için yeterli güven aralığını sağlarsınız. Ayrıca, toplanan veri doğrudan STL, OBJ veya PLY gibi mesh formatlarının yanı sıra IGES, STEP gibi CAD formatlarına dönüştürülebilir.
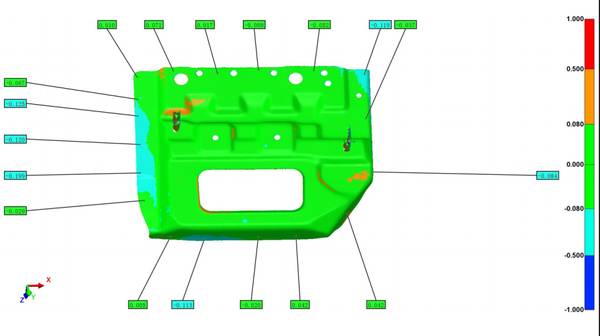
INSVISION’ın SMARPARA Q yazılımı, tarama verisini nominal CAD modeliyle otomatik olarak çakıştırır, renkli sapma haritaları oluşturur ve ISO 1101 ile ASME Y14.5 çerçevesinde raporlama yapar.
Geleneksel Yöntemlerle Karşılaştırma: Tamamlayıcı Bir Strateji
Bir 3D tarama cihazı, sabit bir koordinat ölçüm makinesinin (CMM) veya el aletlerinin yerini almak için tasarlanmamıştır; doğru aracı doğru işe koşma meselesidir. Aşağıdaki tablo, yöntemler arasındaki farklı değer önerilerini özetler:
| Ölçüm Yöntemi | Güçlü Yönleri | Sınırları |
|---|---|---|
| El tipi 3D tarama cihazı (örn. INSVISION AlphaScan) | Tam yüzey verisi, yüksek hız, sahada kullanım, karmaşık geometrilere erişim | Mikron-altı hassasiyet gerektiren noktasal ölçümler için uygun değil |
| Sabit CMM | Laboratuvar koşullarında mikron-altı hassasiyet, önceden tanımlı kritik noktalarda tekrarlanabilirlik | Yavaş, tam yüzey taraması için pratik değil, parça taşıma gerektirir |
| Kumpas, mikrometre, mastar | Basit lineer ölçümlerde hız ve düşük maliyet | Karmaşık serbest formlu yüzeyleri dijitalleştiremez, operatör bağımlılığı yüksek |
Asıl güç, bu teknolojilerin birbirini tamamladığı hibrit bir metroloji stratejisinde yatar. Örneğin, bir ilk parça muayenesinde, AlphaScan ile parçanın tüm yüzeyinin CAD modeliyle karşılaştırmalı renkli sapma haritası hızla çıkarılır.
Sapmanın tolerans dışına çıktığı kritik bölgeler, daha sonra CMM ile noktasal olarak yüksek hassasiyetle doğrulanır. Bu yaklaşım, hem genel form sapmalarını kaçırma riskini ortadan kaldırır hem de kritik ölçümlerde metroloji güvencesi sağlar.
Hangi Senaryolarda 3D Tarama Cihazı Fark Yaratır?
Bir 3D tarama cihazının en yüksek değeri sunduğu durumlar, ölçüm belirsizliğinin ve veri yoğunluğunun kritik olduğu işlerdir. Aşağıdaki senaryolar, teknolojinin doğal olarak öne çıktığı alanlardır:
- Tersine mühendislik: CAD verisi olmayan eski veya özel parçaların sayısallaştırılması. Çoklu lazer çizgisi teknolojisi, karmaşık serbest formlu yüzeyleri hızla tarar ve doğrudan CAD modeline dönüştürülecek nokta bulutunu sağlar.
- İlk parça muayenesi ve seri kalite kontrol: 0,073 mm’ye varan hassasiyet ve yüksek ölçüm hızı, küçük-orta boyutlu parçalarda GD&T analizleri için yoğun veri üretir. SMARPARA Q içinde profil toleransı, konum toleransı gibi çağrılar değerlendirilir.
- Bakım, onarım ve revizyon (MRO): Havacılıkta türbin kanatçıkları gibi yüksek yansıtıcılı bileşenlerin aşınma takibi. Mavi lazer ve AI tabanlı pozlama kontrolü, parlak yüzeylerde dahi kararlı veri alır; nominal CAD ile otomatik sapma analizi yapılır.
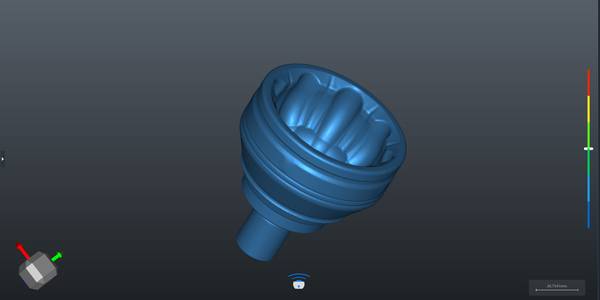
- Kalıp bakım ve enjeksiyon: İçbükey ve parlak kalıp yüzeylerinin aşınma durumu, tarama verisinin orijinal kalıp CAD’i ile çakıştırılmasıyla nicel olarak izlenir; plansız duruşlar azalır.
- 3D baskı için model hazırlama: Fiziksel parça doğrudan taranarak baskıya hazır mesh oluşturulur.
Buna karşılık, yalnızca birkaç kritik noktanın mikron-altı doğrulukla ölçülmesi gereken, sıcaklık kontrollü bir laboratuvarda tekrarlanabilirliğin ön planda olduğu işlerde sabit bir CMM daha uygun olabilir. Ayrıca, şeffaf veya yarı saydam malzemeler, optik bir sınırlama nedeniyle matlaştırıcı sprey olmadan taranamaz;
bu bir cihaz kusuru değil, fizik prensibidir.
Bir 3D Tarama Cihazı Seçerken Nelere Dikkat Etmeli?
Mühendis ekiplerinin kendi akışları için uygunluk değerlendirmesi yaparken dört kritere odaklanması gerekir:
- Ölçüm ortamı: Sahada titreşim, sıcaklık değişimi veya toz varsa, cihazın endüstriyel gövdesi ve optik stabilizasyonu laboratuvar dışı kullanımı mümkün kılmalıdır. INSVISION AlphaScan, bu tür koşullar için tasarlanmıştır.
- Parça boyutu ve geometrisi: Büyük, karmaşık veya ulaşılması zor bölgelere sahip parçalar için el tipi bir tarayıcının manevra kabiliyeti ve çoklu lazer/aydınlatma modu kritik önem taşır.
- Yüzey özellikleri: Parlak, koyu veya yansıtıcı yüzeylerde m
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121