
Endustriyel kontrolde lazer tarama cihazı nasil degerlendirilir
Bir parçanın tüm kritik toleranslarını geleneksel yöntemlerle doğrulamak, saatler süren operatör mesaisi gerektirir.
Geleneksel Ölçüm Süreçlerinde Biriken Gizli Maliyetler
Bir parçanın tüm kritik toleranslarını geleneksel yöntemlerle doğrulamak, saatler süren operatör mesaisi gerektirir. Karmaşık geometrili, serbest formlu yüzeylere sahip iş parçalarında bu süre katlanarak artar.
Manuel CMM veya mastar ile ölçümde, parçanın özel fikstürlere bağlanması, referans noktalarının belirlenmesi ve yüzey hazırlığı gibi katma değer yaratmayan işlemler devreye girer. Ayrıca, yalnızca belirli noktalardan alınan veriler, parçanın bütünsel geometrisi hakkında sınırlı bilgi verir.
Bu durum, takım aşınması veya proses kayması gibi sapmaların geç fark edilmesine, dolayısıyla yeniden işleme ve hurda oranlarının yükselmesine yol açar. Kalite kontrol aşamasındaki tıkanıklık, sevkiyatı geciktirir ve müşteri güvenini sarsar.
Tüm bu adımlar, doğrudan görünmeyen ancak biriktiğinde ciddi boyutlara ulaşan operasyonel maliyetlerdir.
Denetim Hızı ve Ölçüm Döngüsü
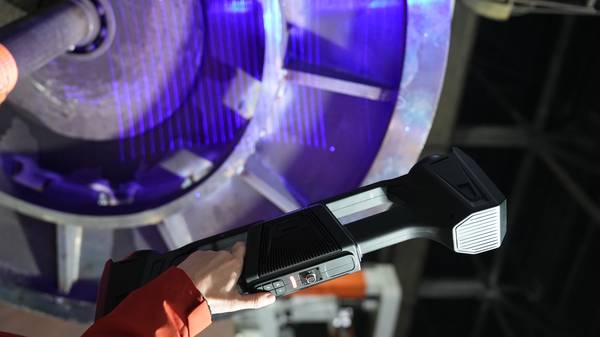
Lazer tarama cihazı, saniyeler içinde milyonlarca nokta verisi toplayarak parçanın bütünsel bir dijital kopyasını oluşturur. INSVISION ürün ailesinde yer alan 50 çapraz mavi lazer çizgisine sahip cihazlar, derin delikler, dar kanallar ve keskin kenar geçişlerinde dahi detay kaybı yaşamadan veri toplayabilir.
Bu, bir kalite kontrol operatörünün gün içinde denetleyebildiği parça sayısını belirgin biçimde artırır. Parçanın fikstürlenmesi veya yüzeyinin matlaştırılması gibi hazırlık adımları büyük ölçüde ortadan kalkar.
Sonuç, aynı insan kaynağıyla çok daha yüksek bir denetim hacmine ulaşmak ve üretim hattındaki darboğazları rahatlatmaktır.
Yeniden İşleme ve Hurda Oranları
Üretimde en büyük görünmez maliyet kalemlerinden biri, geç fark edilen boyutsal sapmalardır. İlk parti doğrulaması yetersiz veriyle yapıldığında, takım aşınması veya proses kayması ancak onlarca hatalı parça üretildikten sonra anlaşılır.
INSVISION lazer tarama cihazı ile alınan 0.020 mm seviyesindeki metroloji hassasiyeti, bu riski yönetilebilir bir düzeye indirir. Tam boyutlu tarama verisi, parçanın CAD modeli ile çakıştırıldığında, renkli sapma haritaları üzerinden sorunlu bölgeler anında görünür hale gelir.
Operatör yalnızca geçti-kaldı kararı almakla kalmaz; hangi bölgenin ne kadar saptığını, düzeltme için tezgâha hangi ofset değerinin verilmesi gerektiğini de net biçimde görür.
Bu erken uyarı mekanizması, yeniden işleme saatlerini ve hurda maliyetini düşürürken, sonraki operasyonlarda yaşanacak zincirleme gecikmelerin de önüne geçer.
İşgücü Verimliliği ve Operatör Bağımlılığı
Temaslı yöntemler, deneyimli operatör bilgisine yoğun bağımlılık gösterir. Ölçüm stratejisinin belirlenmesi, prob yollarının tanımlanması ve sonuçların yorumlanması uzmanlık gerektirir. Lazer tarama cihazı ise büyük ölçüde otomatize edilmiş bir veri toplama süreci sunar.
Operatör, cihazı parça üzerinde gezdirdiğinde yazılım, toplanan nokta bulutunu anında işler. Bu, kalite kontrol personelinin daha az eğitimle etkin biçimde kullanabilmesi anlamına gelir. Ayrıca, süreç tekrarlanabilir olduğu için operatörler arası değişkenlik azalır.
İşletme, kıdemli personelini daha katma değerli analiz ve iyileştirme faaliyetlerine yönlendirebilir.
Teslimat Temposu ve Müşteri Güveni
Siparişi zamanında teslim edebilmek, günümüzde fiyat kadar belirleyici bir rekabet unsurudur. Kalite kontrol aşamasındaki tıkanıklık, sevkiyatı günlerce öteleyebilir. Lazer tarama cihazı ile ilk parça onay süreci hızlanır, seri üretim içinde ara denetimler kesintiye yol açmadan yapılabilir.
INSVISION V-Track gibi izlemeli tarama çözümleri, büyük boyutlu parçaların veya montajlı yapıların yerinde, hızlı ve yüksek doğrulukla denetlenmesine imkân tanır. Parçayı ölçüm odasına taşıma, bekletme, tekrar üretim hattına alma döngüsü kırılır.
Daha da önemlisi, her sevkiyatla birlikte müşteriye sunulabilecek ayrıntılı bir dijital ölçüm raporu, tedarikçi güvenilirliğini somut verilerle destekler. Bu şeffaflık, uzun vadede müşteri kaybını önleyen ve fiyat pazarlığında eli güçlendiren bir unsura dönüşür.
Dijital Veri Varlığı ve Sürekli İyileştirme
Operasyonel verimlilik yalnızca bugünün maliyetlerini düşürmekle ilgili değildir; gelecekteki işler için tekrar kullanılabilir bir bilgi tabanı oluşturmakla da ilgilidir. INSVISION lazer tarama cihazları ile taranan her parça, işletmenin dijital arşivine giren bir nokta bulutu dosyasıdır.
Bu veriler, yıllar sonra yedek parça üretimi gerektiğinde, bir iyileştirme projesinde referans alınmak istendiğinde veya tedarikçi değişikliğinde ilk örnekle karşılaştırma yapılacağında hazır bekler.
Özellikle AlphaVista gibi yapay zekâ destekli metroloji hassasiyeti sunan cihazlarla oluşturulan taramalar, tersine mühendislik çalışmaları için de sağlam bir altlık oluşturur. Eski bir kalıbın teknik resmi olmasa dahi, fiziksel parçadan alınan tarama verisiyle üretime devam edilebilir.
Bu yaklaşım, ölçüm ve denetim bütçesini, kısa vadede tüketilen bir gider olmaktan çıkarıp uzun vadede değer üreten bir dijital varlık yatırımına dönüştürür.
İşletmenizin Kendi Değerlendirmesini Yapması İçin Çerçeve
Aşağıdaki tablo, lazer tarama cihazının potansiyel etkisini kendi operasyonlarınızda ölçmek için kullanabileceğiniz bir değerlendirme çerçevesi sunar. Her bir maliyet kalemi için mevcut durumunuzu gözlemleyerek iyileştirme alanlarını belirleyebilirsiniz.
| Maliyet Kalemi | Mevcut Durum Göstergeleri | Lazer Tarama ile Beklenen Değişim Yönü |
|---|---|---|
| Denetim süresi (parça başına) | Saatler mertebesinde, karmaşık parçalarda artış | Belirgin kısalma (saniyeler/dakikalar mertebesine inme) |
| Fikstür ve yüzey hazırlık süresi | Önemli bir zaman kaybı | Büyük ölçüde ortadan kalkma |
| Yeniden işleme / hurda oranı | Geç tespit nedeniyle yüksek | Erken uyarı ile azalma |
| Operatör eğitim süresi | Uzun, deneyimli personele bağımlılık | Kısalma, daha az uzmanlık gereksinimi |
| Sevkiyat gecikmeleri | Kalite kontrol darboğazına bağlı | Azalma, zamanında teslimat oranında iyileşme |
| Müşteri iade / şikayet oranı | Boyutsal uyumsuzluk kaynaklı | Düşüş, dijital raporlarla şeffaflık artışı |
| Dijital veri tekrar kullanımı | Sınırlı veya yok | Yedek parça, tersine mühendislik, iyileştirme projelerinde kullanılabilir arşiv |
Bu çerçeve, kesin bir yatır
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121