
3D modelleme cihazı: uretim ekipleri icin pratik kriterler
Birçok atölyede kalite kontrol akışı hâlâ şu döngüde işler: Parça üretilir, teknisyen kumpas, mihengir veya mastarla birkaç kritik noktayı ölçer, değerleri
Geleneksel Ölçümün Görünmeyen Maliyetleri
Birçok atölyede kalite kontrol akışı hâlâ şu döngüde işler: Parça üretilir, teknisyen kumpas, mihengir veya mastarla birkaç kritik noktayı ölçer, değerleri forma işler ve uygunluk kararı verir.
Bu yaklaşım, parça başına dakikalar süren bir işlem olmasının yanı sıra, yalnızca sınırlı sayıda noktadan veri toplayabildiği için yüzeyin bütünü hakkında fikir vermez. Ölçüm sonuçları operatörün becerisine bağlıdır; vardiyalar arası tutarlılık düşüktür.
Sonuç: Sınırda kabul edilip montaj hattında sorun çıkaran parçalar, gereksiz hurda, yeniden işleme maliyetleri ve kalite ekibinin asıl katma değer yaratacağı analiz faaliyetlerine zaman ayıramaması.
Tüm bunlar, doğrudan işçilik maliyetlerine ve teslimat sürelerine yansıyan, ancak çoğu zaman muhasebe kayıtlarında ayrı bir kalem olarak görünmeyen gizli bir operasyonel yüktür.
3D Modelleme Cihazı Operasyonel Döngüyü Nasıl Kısaltır?
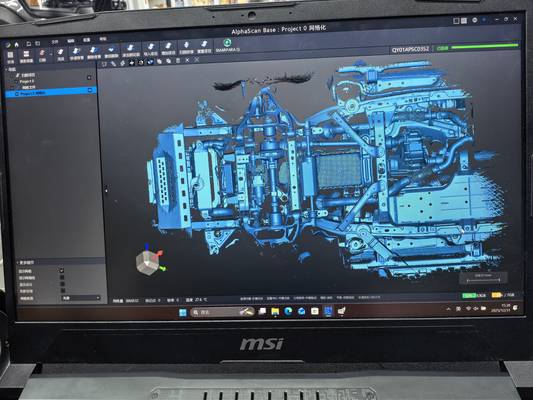
El tipi bir 3D modelleme cihazı, ölçüm yaklaşımını temelden değiştirir. Operatör parçayı taradığında saniyeler içinde milyonlarca noktadan oluşan tam yüzey verisi (nokta bulutu) elde eder. Buradaki asıl kazanç, yalnızca ölçüm süresinin kısalması değil, verinin kapsamı ve anında işlenebilir olmasıdır.
Taranan veri CAD modeliyle otomatik olarak karşılaştırılır ve sapma haritası anında ekrana gelir. Kalite kontrol personeli, hangi bölgenin tolerans dışına çıktığını yorumlamak için zaman harcamaz; doğrudan karar verir. Bu sayede:
- İlk parça onayı (FAI): Saatler süren manuel ölçüm ve raporlama döngüsü dakikalara iner. Kalıp atölyelerinde deneme-yanılma süresi kısalır.
- Sac metal şekillendirme: Geri yaylanma miktarı tek bir taramada tüm yüzey boyunca görülür, kalıp düzeltme işlemi hedefe yönelik yapılır.
- Plastik enjeksiyon: Çekme payları ve çarpılmalar anında tespit edilir, proses ayarları veriye dayalı olarak optimize edilir.
Operasyonel olarak bakıldığında, 3D modelleme cihazı ölçümü bir darboğaz olmaktan çıkarıp üretim akışının doğal bir parçası haline getirir. Kalifiye iş gücü, tekrarlı ölçüm işlerinden kurtarılarak süreç iyileştirme ve kök neden analizi gibi daha yüksek katma değerli görevlere yönlendirilir.
Teslimat süreleri kısalır, çünkü kalite onay süreci artık kritik yolu uzatan bir adım olmaktan çıkar.
INSVISION AlphaScan ile Ölçüm Kaynaklı Kayıpları Yönetmek
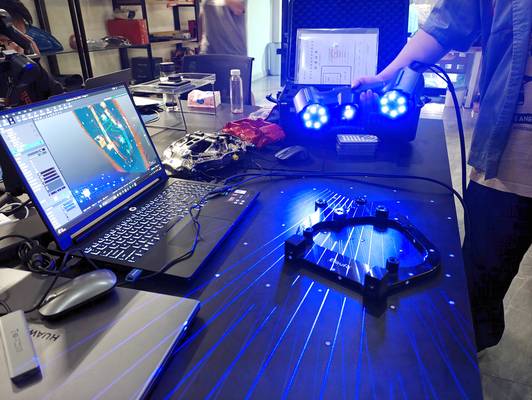
INSVISION tarafından geliştirilen AlphaScan el tipi 3D tarayıcı, bu operasyonel dönüşümü destekleyen birkaç somut yetkinlik sunar.
Cihazın saniyede 7 milyonun üzerinde ölçüm yapabilen çok hatlı mavi lazer sistemi, özellikle sac metal parçalar, plastik enjeksiyon ürünler ve küçük-orta boyutlu döküm parçalar üzerinde hızlı ve metroloji seviyesinde veri toplar.
Çift katmanlı LED aydınlatma tasarımı, derin cepler ve delikler gibi gölgeli bölgelerde dahi temiz veri alınmasını sağlar; bu da operatörün parçayı sürekli çevirme ihtiyacını azaltarak tarama süresini kısaltır.
Sahadan gelen geri bildirimler, bu özelliğin özellikle karmaşık kalıp boşluklarının taranmasında iş akışını hızlandırdığını göstermektedir.
INSVISION’ın kendi geliştirdiği 3D INSVISION yazılımı, tarama, hizalama ve CAD karşılaştırmayı tek bir platformda toplar. Bu bütünleşik yapı, farklı yazılımlar arasında veri dönüştürme ve uyumluluk sorunlarıyla kaybedilen zamanı ortadan kaldırır.
Ayrıca SMARPARA Q gibi ileri seviye yazılım araçları, GD&T analizleri ve çoklu veri hizalama ihtiyacı olan işletmeler için kalite raporlama sürecini standartlaştırır.
Tüm bu yetenekler, işletmenin ölçüm sürecini kişiye bağımlı olmaktan çıkarıp tekrarlanabilir, belgelenebilir ve izlenebilir bir sürece dönüştürmesine yardımcı olur. Bu da uzun vadede kalite kültürünün kurumsallaşmasına ve müşteri güveninin artmasına katkı sağlar.
İşletmeler İçin Değerlendirme Çerçevesi
Bir 3D modelleme cihazının işletmeye sağlayacağı katkıyı sayısallaştırmak için her işletmenin kendi verileriyle doldurabileceği basit bir çerçeve aşağıda sunulmuştur. Burada amaç, kesin bir yatırım getirisi hesaplamaktan ziyade, hangi operasyonel kalemlerde iyileşme beklenebileceğini görünür kılmaktır.
| Değerlendirme Alanı | Mevcut Durum Göstergesi | 3D Tarama Sonrası Beklenen Yönelim |
|---|---|---|
| Ölçüm süresi (parça başına) | Dakikalar mertebesinde, operatör bağımlı | Saniyeler-dakikalar arası, standart süre |
| Yeniden işleme / hurda oranı | Aylık takip edilen adet veya maliyet | Azalma eğilimi (ilk seferde doğru üretim artar) |
| Kalite personelinin zaman dağılımı | Ölçüm ağırlıklı, analiz için sınırlı zaman | Analiz ve iyileştirme odaklı |
| İlk parça onay süresi | Saatler-günler | Dakikalar-saatler |
| Müşteri iadesi / uyuşmazlık sıklığı | Periyodik kayıtlar | Azalma eğilimi, daha güvenilir sevkiyat |
| Dijital parça verisi varlığı | Yok veya sınırlı | Her taramada biriken dijital ikiz kütüphanesi |
İşletmeler, mevcut durumda bu satırların her biri için kendi iç kayıtlarından bir başlangıç değeri belirleyip, pilot uygulama sonrası aynı metrikleri tekrar ölçerek iyileşmeyi somut olarak gözlemleyebilir.
Özellikle ölçüm süresi ve ilk parça onay süresindeki kısalma doğrudan kapasite artışı ve daha hızlı teslimat olarak geri döner.
Uygulama İçin Pratik Adımlar ve Öncelikli Alanlar
Bu teknolojiyi işletmeye kazandırmak isteyen yöneticiler için en sağlıklı yaklaşım, her şeyi bir anda değiştirmek yerine pilot bir alanla başlamaktır. Aşağıdaki üç aşamalı yol haritası, kademeli ve düşük riskli bir geçiş için tasarlanmıştır.
- Pilot ürün ailesi seçimi ve mevcut durum ölçümü: En çok ölçüm zamanı harcanan veya en sık müşteri iadesi alınan bir ürün grubu belirlenir. Mevcut durumda bir parçanın tam ölçüm döngüsünün ne kadar sürdüğü, kaç personelin dahil olduğu ve aylık yeniden işleme oranları kayıt altına alınır. Ardından aynı parçalar AlphaScan ile taranarak sonuçlar karşılaştırılır. Bu aşama, iyileştirmenin boyutunu kendi verilerinizle görmenizi sağlar.
- İlk örnek onay sürecinin hızlandırılması: Kalıp devreye alma veya tedarikçi parça onayı gibi kritik adımlarda, tam yüzey taraması ile alınan sapma raporları hem onay süresini kısaltır hem de ileride çıkabilecek uyuşmazlıkları azaltır. Özellikle fason üretim yapan işletmelerde, tedarikçiyle ortak bir veri dili oluşturmak, kalite anlaşmazlıklarını en aza indirir.
- Dijital parça kütüphanesi oluşturma: Tarama ver
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121