
3D Tarama Referans Noktaları
Taşınabilir metroloji için 3D tarama referans noktalarında uzmanlaşın. Üretim alanında tutarlı hizalama sağlamak için yerleştirme stratejilerini öğrenin.
Metrolojiyi iklim kontrollü laboratuvardan dinamik atölye ortamına taşıyan mühendisler için temel zorluk, mutlak hassasiyetten tutarlı hizalamaya kayar. Taşınabilir 3D tarayıcılar karmaşık parça geometrilerine eşsiz erişim sağlar, ancak verileri yalnızca birden fazla taramayı birbirine bağlayan uzamsal kayıt kadar güvenilirdir.
Bu bağımlılık, yapışkan hedefler, işlenmiş referans noktaları veya doğal özellikler olsun, 3D tarama referans noktalarını yerleştirme ve yakalama stratejisini iş akışı başarısında belirleyici bir faktör haline getirir.
Büyük döküm veya konturlu havacılık braketinde yüzey yansıması, derin alt kesimler veya engellenmiş referans noktaları optik sürekliliği bozabilir, nihai sapma raporunu bozan hizalama hatalarına yol açabilir.
Bu makale, modern muayenede referans noktalarının rolünü inceler, nokta stratejisini parça karmaşıklığı ile nasıl eşleştireceğinizi ve INSVISION‘nin AlphaScan sistemi, taşınabilir hareket özgürlüğü ile laboratuvar sınıfı güvenilirlik arasındaki boşluğu kapatmak için sürekli hizalamaya nasıl yaklaşıyor bunu detaylandırır.

Neden Referans Noktası Stratejisi Artık Öncelikli Mühendislik Değerlendirmesi
Dokunsal koordinat ölçüm makinelerinden (CMM) optik taramaya geçiş, ölçüm hatasının kaynağını temelden değiştirdi. Bir CMM probu bilinen bir hacimde programlanmış bir yol izlerken, taşınabilir bir tarayıcı sayısız ayrı yakalama konumunu dinamik olarak tek, birleşik bir koordinat sistemine bağlamalıdır. Bu uzamsal kayıt süreci tamamen 3D tarama referans noktalarına bağlıdır.
Referans hedefleri, işlenmiş kenarlar veya fidyüsel işaretleyiciler gibi özellikler matematiksel çapa görevi görür.
Kararlı referans olmadan, örneğin türbin kanadının ön ve arka kenarlarının taramaları doğru bir şekilde birleştirilemez, tek bir nokta bulutunu parçalanmış bir veri setine dönüştürür. Mühendisler artık taramadan önce sınır koşullarını doğrulamalıdır: kum döküm parçasındaki yüzey kaplaması özellik tanıma için yeterli doku sağlayacak mı, yoksa cilalı otomotiv kalıbı ışığı kritik kenarlardan uzağa yansıtacak mı?
Bu çapaların kararlılığı, nihai renk haritasının gerçek parça sapmasını mı yoksa sadece tarama hatasını mı ortaya koyacağını belirler.

Serbest El Hareketinde Metroloji Sınıfı Hizalamayı Sürdürme
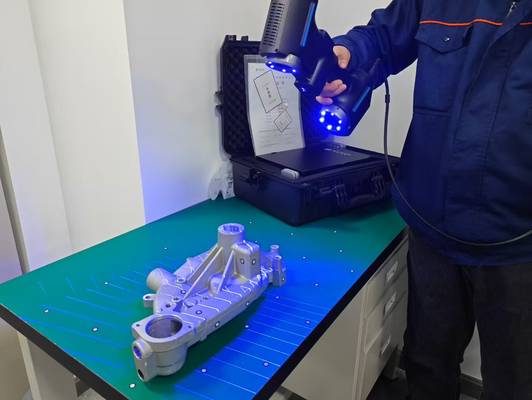
Geleneksel iş akışları genellikle operatörün büyük bir parça etrafında hareket ettikten sonra durup tarayıcıyı yeniden kaydetmesini gerektirir, bu da muayene ritmini bozar ve her duruşta potansiyel hataya yol açar. INSVISION bu sorunu, uzamsal çapaları dinamik olarak stabilize etmek için tasarlanmış AlphaScan’in optik izleme mimarisi ile çözer.
Mavi lazer çizgi dizisini AI destekli nokta bulutu işleme ile birleştirerek sistem, operatörün karmaşık kaynaklı parça veya motor bloğu etrafında serbestçe manevra yaparken mikron seviyesi hassasiyet ile sürekli ölçüm akışını sürdürmesine olanak tanır. Entegre yazılım gerçek zamanlı koordinat hizalamasını yönetir, manuel müdahale olmadan fiziksel 3D tarama referans noktalarını otomatik olarak tanır ve kilitler.
Elektriksel parazitli üretim hücrelerinde bu yüksek doğruluklu veri akışının bozulmadan kalmasını sağlamak için cihaz kablosuz yerine güvenli, yüksek hızlı USB bağlantısı kullanır, sinyal kesilmelerini önler. Yalın üretim için sonuç, statik yeniden konumlandırma gecikmesi olmadan çok özellikli parçalarda tutarlı hizalamadır.

Nokta Bulutlarını Eyleme Geçirilebilir Uyumluluk Raporlarına Dönüştürme
Doğru bir nokta bulutu yakalamak sadece ilk adımdır; değeri, denetlenebilir sonuçlar sunan kesintisiz bir yazılım hattında gerçekleşir. 3D tarama referans noktaları yakalanıp hizalandıktan sonra, INSVISION yazılımı veriyi anında işlemek için içe aktarır.
Sistem CAD ana dosyasına karşı otomatik hizalama gerçekleştirir, geometrik hataları tarayıcının dokunmatik ekranında doğrudan görselleştiren sezgisel renk sapma haritalarını anında oluşturur.
Bu, ilk parça doğrulamasının uzaktaki kalite laboratuvarında değil, işleme merkezinde yapılmasına olanak tanır. Yerleşik muayene modülü daha sonra ASME Y14.5 ve ISO GPS standartlarına göre boyutları kontrol ederek titiz tolerans analizi yapar. Kullanıcı tek tıkla ayrıntılı bir uyumluluk raporu oluşturabilir, kalite denetimleri için gerekli boyutsal doğrulamayı çıkarabilir.
Bu kapalı döngü iş akışı, işleme geri bildirim döngüsünü hızlandırır, tarayıcının mikron seviyesi hassasiyetinin doğrudan üretim kararlarına dönüşmesini sağlar.

Parça Profilinizi Taşınabilir Metroloji ile Eşleştirme
Taşınabilir metroloji, parça geometrisi sabit CMM probalamayı baltaladığında gerekli esnekliği sunar, ancak yalnızca sistem referans noktalarını güvenilir bir şekilde yönetirse. Tüm parçalar eşit değildir. Mühendisler öncelikle referans erişilebilirliğini değerlendirmelidir: büyük kompozit takım plakasındaki birincil referans hedefleri kaburgalar veya alt kesimler tarafından engelleniyor mu?
Sağlam bir referans noktası stratejisi, sprey veya imkansız konumlara hedef yerleştirme gibi aşırı yüzey hazırlığı zorlamadan hacimsel hassasiyeti sürdürmelidir.
INSVISION AlphaScan bu senaryolar için tasarlanmıştır, düzensiz referans hedeflerine sahip dökümlerden tam yüzey doğrulaması gereken ek imalat bileşenlerine kadar zorlu parçalar için hizalamayı stabilize etmek üzere metroloji sınıfı tarama kullanır. İş akışı, canlı sapma haritaları aracılığıyla anında görsel geri bildirim sağlayarak hızlı hata tespitine yardımcı olur.
Satın almadan önce alıcılar, yazılımın mevcut QMS veya dijital ikiz platformları ile uyumlu yerel tarama veri formatlarını dışa aktardığını doğrulamalı, muayene sürecinin Endüstri 4.0 üretim ritmine entegre olmasını sağlamalıdır.
Üretim Ortamınız İçin İş Akışını Doğrulama
Taşınabilir bir metroloji çözümünü benimsemek sadece bir donanım özelliği kontrolünden daha fazlasını gerektirir; tüm muayene hattının sizin belirli koşullarınız altında doğrulanmasını talep eder. Temsilci bir örnek parça tanımlayarak başlayın: sık toleranslı bir havacılık braketi veya karmaşık eğriliğe sahip damgalı otomotiv paneli.
Kritik test sadece ham hassasiyet değil, sistemin özellikle kapalı referans özellikleri etrafında tam, kesintisiz bir tarama dizisi boyunca tutarlı hizalamayı sürdürme yeteneğidir.
Veri işleme adımlarını gözlemleyin: yazılım ham nokta bulutundan atölye ortamında ön sapma haritasına ne kadar hızlı geçer? Son olarak, rapor çıktısının kalite departmanınızın format ve detay standartlarını karşıladığını doğrulayın.
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121