
Guide d’inspection industrielle avec scanner 3D
Dans cet article : Concilier agilité des appareils portatifs et stabilité de qualité métrologique, certification et validation : de l'enclume à la piste d'audit, points d'intégration...
Cet article détaille le parcours de conception derrière l’INSVISION AlphaScan série, en étudiant comment sa conception maintient ses performances dans des conditions réelles, de la validation d’une aube de turbine à la numérisation d’une matrice de forgeage de 500 kg.

Concilier agilité des appareils portatifs et stabilité de qualité métrologique
Dans un atelier de forgeage, la dernière heure d’un poste de numérisation détermine souvent la qualité des données. La fatigue de l’opérateur devient une variable mesurable, introduisant de légers tremblements de la main et une dérive positionnelle qui dégradent la cohérence du nuage de points.
INSVISION a résolu ce paradoxe poids/précision grâce à une conception de châssis itérative.
Points clés
- Dans un atelier de forgeage, la dernière heure d’un poste de numérisation détermine souvent la qualité des données.
- La précision doit être prouvable, tant sur l’atelier de production que lors de l’audit qualité.
- La sélection d’un scanner 3D de qualité métrologique nécessite d’aligner les capacités du capteur sur les contraintes de production spécifiques.
- Un scanner 3D haute précision doit être un actif dynamique, pas un investissement en capital statique.
Le modèle portatif AlphaScan pèse 1 070 grammes, une spécification validée par des tests de charge continus sur des postes prolongés.
Son architecture modulaire permet le remplacement de la batterie à chaud sans modifier la posture de prise en main, réduisant la fatigue cumulative qui diminue la répétabilité des mesures.
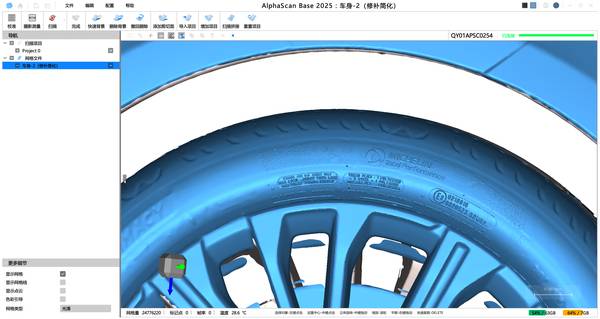
La conception va au-delà de l’ergonomie. Des algorithmes d’alignement basés sur l’IA compensent les micro-mouvements, tandis qu’un champ de vision élargi de 40 % réduit la charge de recalage sur de grandes surfaces comme des blocs de matrices ou des panneaux composites.
Le résultat est une densité de nuage de points constante, même lors de la numérisation de surfaces courbes complexes en fin de poste.
Pour les équipes qui évaluent les scanners 3D portatifs disponibles, la question critique passe de la précision de pointe à la précision soutenue : comment le système fonctionne-t-il sur la géométrie spécifique de vos pièces lors de la dernière numérisation de la journée ?

Certification et validation : de l’enclume à la piste d’audit
La précision doit être prouvable, tant sur l’atelier de production que lors de l’audit qualité. La plateforme technologique d’INSVISION dispose des certifications CE, FCC et CNAS, offrant une base pour un déploiement mondial.
Cette fiabilité métrologique a été testée lors d’un déploiement sur site chez un groupe d’équipements lourds, pour numériser la surface concave en V complexe d’une enclume de forgeage, une géométrie qui met à l’épreuve les outils traditionnels.
Le scanner a réussi à capturer l’intégralité des contours de l’enclume pour le rapport de conformité dimensionnelle.
Pour les ensembles surdimensionnés, des échelles de photogrammétrie établissent un système de coordonnées global, réduisant considérablement l’erreur cumulative sur les grandes pièces.
Cette configuration garantit la traçabilité sur l’ensemble du volume de mesure, ce qui est essentiel pour les fabrications de grande taille.
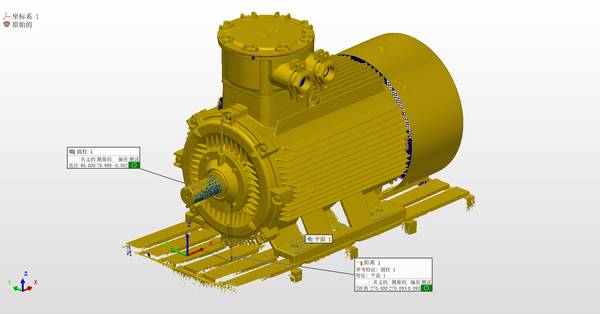
Le flux de travail se termine par un reporting simplifié : génération en un clic d’analyses de tolérance (GD&T) et de cartes de déviation visuelles qui se superposent directement sur le modèle 3D.
Ces résultats s’intègrent dans les systèmes de gestion de la qualité, permettant des décisions rapides basées sur les données sans traduction manuelle des données.
Points d’intégration : adapter les capacités du scanner à la réalité de la production
La sélection d’un scanner 3D de qualité métrologique nécessite d’aligner les capacités du capteur sur les contraintes de production spécifiques.
La gamme AlphaScan d’INSVISION est conçue pour des tâches en ligne difficiles, comme l’inspection de trous profonds sur des blocs moteurs ou la validation de cavités cachées dans des composants de fabrication additive.
Sa ligne laser bleue unique est particulièrement efficace dans ces scénarios, traitant les surfaces réfléchissantes ou sombres qui déconcertent d’autres technologies.

Une intégration réussie nécessite une validation sur site. Les responsables qualité doivent vérifier plusieurs conditions limites : tester la routine d’étalonnage sous l’éclairage ambiant de votre installation, confirmer la précision métrologique de 0,020 mm du système sur une pièce représentative et évaluer l’impact du poids de 1 070 g sur la mobilité de l’opérateur dans votre disposition de postes.
Cette préparation garantit que l’outil s’adapte aux temps de cycle de production variables, prenant en charge une gamme de tâches allant des rapports d’inspection du premier article à l’exportation de données pour la rétroingénierie.
Évoluer avec la chaîne de production : aller au-delà d’un outil statique
Un scanner 3D haute précision doit être un actif dynamique, pas un investissement en capital statique.
Le cycle de développement d’INSVISION est guidé par les retours directs des ingénieurs de terrain, qu’il s’agisse du besoin d’une configuration spécifique de laser bleu pour la numérisation de trous profonds ou d’optimisations de micrologiciel pour les pipelines de données automatisés.
Ce perfectionnement continu transforme le scanner en un nœud actif au sein de l’écosystème qualité de l’usine intelligente.
La feuille de route est axée sur l’amélioration de l’inspection intelligente pilotée par l’IA pour suivre le rythme de la production automatisée, garantissant un flux de données transparent de la tête de numérisation à l’enregistrement qualité final.
Pour évaluer si cette évolution correspond à vos besoins opérationnels, commencez par définir vos paramètres spécifiques : matériau et taille des pièces, seuils de tolérance et format de reporting requis pour votre système de gestion de la qualité.
Cela permet un alignement technique basé sur des exigences d’application concrètes, et pas seulement sur des spécifications.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082