
Опорные точки для 3D-сканирования
Освойте работу с опорными точками для 3D-сканирования в ручной метрологии. Узнайте стратегии их размещения для обеспечения стабильной совместимости сканов на производственном участке.
Для инженеров, переносящих метрологические измерения из лаборатории с контролируемым климатом на динамичный производственный участок, основная задача смещается с абсолютной точности на стабильную регистрацию сканов в единой системе координат. Ручные 3D-сканеры обеспечивают беспрецедентный доступ к сложной геометрии деталей, но достоверность их данных зависит только от качества пространственной регистрации, объединяющей несколько отдельных сканов.
Такая зависимость делает стратегию размещения и фиксации опорных точек для 3D-сканирования — будь то самоклеящиеся маркеры, обработанные базовые поверхности или естественные особенности детали — решающим фактором успеха всего рабочего процесса.
Отражение света от поверхности, глубокие поднутрения или закрытые базовые поверхности на большой отливке или фигурном кронштейне для аэрокосмической отрасли могут нарушить оптическую непрерывность, приводя к артефактам регистрации, которые искажают итоговый отчет об отклонениях.
В этой статье мы рассматриваем роль опорных точек в современном контроле качества, объясняем, как подобрать стратегию работы с точками под сложность детали, и как INSVISION AlphaScan система обеспечивает непрерывную регистрацию сканов, сочетая мобильность ручного сканера и точность лабораторного оборудования.

Почему стратегия использования опорных точек сейчас является ключевым инженерным вопросом
Переход от тактильных координатно-измерительных машин (CMM) к оптическому сканированию кардинально изменил природу погрешностей измерений. Если щуп CMM движется по запрограммированной траектории в известном рабочем объеме, ручной сканер должен динамически связывать множество отдельных позиций съемки в единую систему координат. Этот процесс пространственной регистрации полностью зависит от опорных точек для 3D-сканирования.
Такие элементы, как базовые точки, обработанные кромки или реперные маркеры, выступают в роли математических якорей для регистрации.
Без стабильных опорных точек, например, сканы входной и выходной кромок лопатки турбины невозможно точно совместить, и единое облако точек превращается в фрагментированный набор данных. Инженеры должны сейчас проверять граничные условия еще до начала сканирования: обеспечивает ли шероховатость поверхности песчаной отливки достаточную текстуру для распознавания особенностей, или полированный штамп для кузовных деталей отражает свет в сторону от критических кромок?
Стабильность этих якорей определяет, показывает ли итоговая цветовая карта реальные отклонения геометрии детали или только артефакты сканирования.

Поддержание метрологической точности совместимости при свободном движении сканера
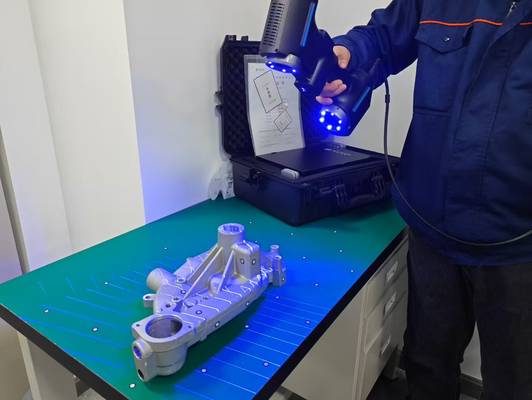
Традиционные рабочие процессы часто требовали от оператора останавливаться и перерегистрировать сканер после обхода крупной детали, что сбивало ритм контроля и создавало риск появления погрешностей при каждой остановке. INSVISION решила эту проблему за счет архитектуры оптического отслеживания в системе AlphaScan, предназначенной для динамической стабилизации пространственных опорных точек.
За счет сочетания линейки синего лазера и обработки облаков точек на основе ИИ система позволяет оператору получать непрерывный поток данных измерений с точностью до микрометра при свободном перемещении вокруг сложной сварной конструкции или блока двигателя. Встроенное программное обеспечение выполняет совмещение координат в реальном времени, автоматически распознавая и фиксируя физические опорные точки для 3D-сканирования без вмешательства пользователя.
Чтобы обеспечить сохранность высокоточного потока данных в производственных цехах с высоким уровнем электромагнитных помех, устройство использует защищенное высокоскоростное USB-соединение вместо беспроводного, что предотвращает потерю сигнала. Для бережливого производства это означает стабильную регистрацию сканов деталей с множеством конструктивных элементов без задержек при статической переустановке.

Преобразование облаков точек в практически полезные отчеты о соответствии требованиям
Получение точного облака точек — это только первый шаг; его ценность реализуется в непрерывном программном конвейере, который предоставляет результаты, пригодные для аудита. После захвата и совмещения опорных точек для 3D-сканирования программное обеспечение INSVISION импортирует данные для немедленной обработки.
Система выполняет автоматическое совмещение с эталонной CAD-моделью, мгновенно генерируя наглядные цветовые карты отклонений, которые визуализируют геометрические ошибки прямо на сенсорном экране сканера.
Это позволяет проводить верификацию первой изготовленной детали прямо на станке механической обработки, а не в удаленной лаборатории контроля качества. Встроенный модуль инспекции затем выполняет тщательный анализ допусков, проверяя размеры на соответствие стандартам ASME Y14.5 и ISO GPS. Пользователь может сгенерировать подробный отчет о соответствии требованиям в один клик, получая валидацию размеров, необходимую для аудитов качества.
Этот замкнутый рабочий цикл ускоряет обратную связь с участком механической обработки, гарантируя, что микрометрическая точность сканера напрямую влияет на производственные решения.

Сопоставление профиля вашей детали с возможностями ручной метрологии
Ручная метрология обеспечивает необходимую гибкость, когда геометрия детали не позволяет использовать щуп стационарной CMM, но только если система надежно работает с опорными точками. Все детали разные. Инженеры должны сначала оценить доступность базовых поверхностей: не закрыты ли основные базовые точки на большой плите для композитного инструмента ребрами или поднутрениями?
Эффективная стратегия работы с опорными точками должна обеспечивать объемную точность без необходимости избыточной подготовки поверхности, например, нанесения матирующего спрея или размещения маркеров в труднодоступных местах.
Система INSVISION AlphaScan разработана именно для таких сценариев, она использует метрологическое сканирование для стабилизации регистрации при работе со сложными деталями — от отливок с нестандартными базовыми точками до изделий аддитивного производства, требующих контроля всей поверхности. Рабочий процесс системы предоставляет мгновенную визуальную обратную связь в виде живых карт отклонений, что ускоряет выявление ошибок.
Перед покупкой покупатели должны убедиться, что программное обеспечение экспортирует данные сканирования в нативных форматах, совместимых с их существующей системой управления качеством (QMS) или платформами цифровых двойников, чтобы гарантировать интеграцию процесса контроля в производственные ритмы Индустрии 4.0.
Проверка работоспособности рабочего процесса для вашей производственной среды
Внедрение решения для ручной метрологии требует не только проверки технических характеристик оборудования, но и валидации всего конвейера контроля качества в ваших конкретных условиях. Начните с выбора репрезентативной образцовой детали — кронштейна для аэрокосмической отрасли с жесткими допусками или штампованной кузовной панели со сложной кривизной.
Ключевой тест — это не только исходная точность измерений, но и способность системы поддерживать стабильную регистрацию сканов в течение полного непрерывного цикла сканирования, особенно при работе с закрытыми опорными элементами.
Оцените этапы обработки данных: как быстро программное обеспечение преобразует сырое облако точек в предварительную карту отклонений прямо на производственном участке? Наконец, убедитесь, что выходной формат отчета соответствует требованиям вашего отдела качества по форме и уровню детализации.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121