
Scanner une pièce avec un scanner 3D métrologique en atelier
Scanner une pièce avec un scanner 3D métrologique pour fiabiliser le contrôle dimensionnel en atelier Dans un atelier de production mécanique, la cadence e
Scanner une pièce avec un scanner 3D métrologique pour fiabiliser le contrôle dimensionnel en atelier

Dans un atelier de production mécanique, la cadence et la pression sur le contrôle dimensionnel ne laissent aucune place à l’approximation. Les responsables qualité doivent valider des lots de pièces toujours plus rapidement, tout en garantissant des tolérances qui se resserrent.
Les outils de mesure traditionnels – pieds à coulisse, colonnes de mesure, palpage point par point sur MMT – ne capturent qu’un nombre limité de points et passent à côté de défauts de forme subtils. Une décision d’acceptation basée sur un échantillonnage partiel expose à des retours clients coûteux.
Scanner une pièce avec un scanner 3D de métrologie change radicalement cette logique : un système comme ceux proposés par INSVISION relève des millions de points en quelques secondes, générant une cartographie complète des écarts par rapport au modèle nominal.
Les équipes obtiennent des rapports de contrôle dimensionnel directement exploitables, avec une traçabilité totale sur chaque surface. Cette approche élimine les angles morts du contrôle par attributs et fournit une base objective pour statuer sur la conformité, retoucher un outillage ou ajuster un paramètre machine.
Limites des méthodes de mesure classiques
Comment mesurer avec confiance une surface gauche complexe ou une cavité profonde quand les outils traditionnels ne livrent qu’une image fragmentaire de la réalité ? Les méthodes classiques atteignent vite leurs limites dès que la géométrie s’écarte des formes prismatiques simples.
Surfaces gauches, congés de raccordement, nervures fines ou contre-dépouilles restent souvent inaccessibles ou ne sont échantillonnés que de façon clairsemée. Il en résulte des ruptures de données qui masquent des défauts de forme critiques.
Lorsque les tolérances géométriques se resserrent, chaque millimètre carré compte, et un nuage de points trop lâche ne suffit plus. Les délais s’alourdissent en parallèle : programmer un cycle de mesure complet sur une pièce complexe peut prendre plusieurs heures, sans parler des montages multiples.
Pour un carter de boîte de vitesses ou une aube de turbine, le contrôle dimensionnel exhaustif devient un véritable goulet d’étranglement. La nécessité de scanner une pièce dans son intégralité, avec un système capable de capturer des millions de points en quelques minutes, s’impose alors naturellement.
Critères de sélection et contrôles terrain
| Axe d’analyse | Point de décision | Conseil de déploiement |
|---|---|---|
| Limites des méthodes de mesure classiques | Comment mesurer avec confiance une surface gauche complexe ou une cavité profonde quand les outils traditionnels ne livrent qu’une image fragmentaire… | Les méthodes classiques atteignent vite leurs limites dès que la géométrie s’écarte des formes prismatiques simples. |
| Intégration du scan 3D dans le flux de travail | L’intégration du scan 3D dans un flux de travail industriel ne se résume pas à capturer une forme. | C’est une chaîne continue qui va de l’acquisition de la géométrie réelle jusqu’à la décision qualité, en passant par la comparaison, la revue co… |
| Points de validation avant déploiement | Sur une ligne d’emboutissage chez un équipementier automobile, un responsable qualité s’apprête à valider l’intégration d’un scanner 3D pour le contr… | Avant de déployer un système INSVISION, quelques vérifications sur site évitent les mauvaises surprises. |
| Ce que change concrètement le scan 3D métrologique | L’adoption d’un scanner 3D comme l’AlphaScan d’INSVISION modifie en profondeur la boucle de décision en atelier. | Là où un contrôle traditionnel pouvait exiger plusieurs heures de programmation et de manipulation, le scan complet d’une pièce s’effectue en qu… |
Intégration du scan 3D dans le flux de travail
L’intégration du scan 3D dans un flux de travail industriel ne se résume pas à capturer une forme. C’est une chaîne continue qui va de l’acquisition de la géométrie réelle jusqu’à la décision qualité, en passant par la comparaison, la revue collaborative et le rapport.
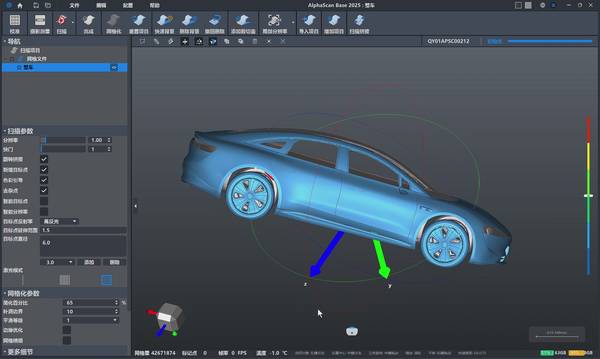
Quand vous devez scanner une pièce pour une inspection dimensionnelle, le processus démarre avec un scanner comme l’AlphaScan d’INSVISION. Ses 50 lignes laser bleues croisées relèvent en quelques minutes des surfaces complexes, y compris les zones sombres ou réfléchissantes, avec une précision métrologique de 0,020 mm.
Le nuage de points est immédiatement aligné sur le modèle CAO de référence dans le logiciel. La comparaison automatique applique les tolérances GD&T définies dans le plan de contrôle : une carte de couleurs visualise les écarts, les zones hors tolérance sont mises en évidence.
L’étape de revue permet à l’ingénieur qualité et au responsable de production d’examiner ensemble ces écarts, de les annoter et de décider des actions correctives sans déplacer la pièce. Enfin, un rapport d’inspection est généré, incluant les vues annotées, les histogrammes de distribution et la traçabilité complète.
Ce rapport devient un livrable documentaire conforme aux exigences ISO/ASME, directement archivable. L’enchaînement scan-comparaison-revue-rapport élimine les allers-retours entre la mesure traditionnelle, le tableur et le compte rendu oral.
Pour un atelier de mécanique de précision ou un fournisseur automobile, cela signifie qu’une première pièce peut être validée et documentée en une seule session, réduisant le risque d’erreur d’interprétation et accélérant la boucle de retour vers l’usinage.

Points de validation avant déploiement
Sur une ligne d’emboutissage chez un équipementier automobile, un responsable qualité s’apprête à valider l’intégration d’un scanner 3D pour le contrôle dimensionnel en sortie de presse. Avant de déployer un système INSVISION, quelques vérifications sur site évitent les mauvaises surprises.
Les cas les plus adaptés concernent les pièces de taille moyenne à grande, les outillages de forge ou de fonderie, et les éléments de carrosserie nécessitant une précision de l’ordre de 0,020 mm.
On écarte les très petites pièces de moins de 10 cm, les trous de diamètre inférieur à 5 mm et tout ce qui touche au médical ou au scan de visage. Scanner une pièce prend tout son sens pour des relevés de profils complexes, des comparaisons au modèle nominal ou des rétroconceptions de pièces sans CAO.

Sur site, on contrôle d’abord l’environnement : vibrations, variations de température, lumière parasite. Ensuite, on valide la préparation des surfaces – une pièce brute de fonderie se scanne souvent sans apprêt, mais une surface usinée brillante peut exiger un spray matifiant temporaire.
On vérifie aussi la stabilité du support et l’accessibilité autour de la pièce pour manipuler le scanner sans contrainte. Enfin, un test sur une pièce étalon confirme que la chaîne de mesure délivre la répétabilité attendue avant de lancer la production.

Ce que change concrètement le scan 3D métrologique
L’adoption d’un scanner 3D comme l’AlphaScan d’INSVISION modifie en profondeur la boucle de décision en atelier. Là où un contrôle traditionnel pouvait exiger plusieurs heures de programmation et de manipulation, le scan complet d’une pièce s’effectue en quelques minutes.
La cartographie des écarts, superposée au modèle CAO, rend visibles des défauts de forme que les méthodes par échantillonnage ne détectaient pas.
Les équipes qualité disposent d’une base de données objectives pour argumenter une demande de retouche d’outillage ou un ajustement de paramètre machine, sans ambiguïté d’interprétation. La traçabilité intégrée au rapport d’inspection renforce la confiance du client final et simplifie les audits qualité.
Enfin, la réduction des allers-retours entre mesure et usinage raccourcit le délai de mise en production des premières pièces.
Étendre la démarche à d’autres contextes industriels
La logique décrite ici ne se limite pas à l’emboutissage automobile. Les ateliers de fonderie et de forge y trouvent un moyen de valider des pièces brutes aux formes organiques sans gabarit.
Les sous-traitants en mécanique de précision l’utilisent pour le contrôle de réception de pièces usinées complexes ou pour la rétroconception de composants sans CAO. Les fabricants d’outillages (moules, matrices) peuvent scanner une pièce produite pour vérifier l’usure de l’outil et anticiper la maintenance.
Dans tous ces cas, le choix d’un scanner 3D métrologique se justifie par la capacité à capturer des millions de points avec une précision documentée, à automatiser la comparaison au modèle nominal et à produire un rapport d’inspection normé.
INSVISION accompagne ces déploiements en proposant des solutions adaptées à la taille des pièces et aux contraintes d’environnement, avec un accent sur la simplicité d’intégration dans les flux existants.
Scanner une pièce avec un scanner 3D métrologique n’est plus une option réservée aux laboratoires de métrologie. C’est un levier opérationnel pour les ateliers qui cherchent à réduire les risques de non-conformité, à accélérer leurs boucles de décision et à documenter leur qualité de manière irréfutable.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082