
Titre : Scanner une pièce pour réduire les reprises et gagner en efficacité opérationnelle
Découvrez comment scanner une piece améliore contrôle qualité, traçabilité ISO/ASME, cadence de livraison et réduction des reprises en atelier industriel.
Identifier les coûts réels de la mesure conventionnelle
Avant d’envisager un changement d’outil, il faut regarder le coût complet des pratiques de contrôle en place. Plusieurs phénomènes se cumulent :

- Temps de cycle de mesure : une MMT exige une programmation, une mise en température et un bridage soigné. Pour des pièces unitaires ou de petites séries, le temps de préparation dépasse souvent le temps de mesure lui-même.
- Dépendance aux compétences : l’interprétation d’un plan, le choix des palpages et l’analyse des écarts reposent sur des techniciens expérimentés. Leur indisponibilité bloque les décisions de libération de lots.
- Risque de reprise tardive : quand une non-conformité est détectée en fin de ligne, la pièce a déjà consommé de la matière, de l’énergie et du temps machine. Le coût de retouche ou de rebut est alors maximal.
- Traçabilité fragmentée : les rapports de contrôle papier ou les fichiers isolés ne permettent pas de suivre l’évolution dimensionnelle d’une série dans le temps, ni de corréler les dérives avec un outil ou un paramètre process.
Ces constats ne sont pas propres à un secteur : on les retrouve en usinage, en fonderie, en injection plastique ou en assemblage de structures mécano-soudées. La question n’est donc pas de savoir si la mesure coûte, mais à quel point elle coûte plus que nécessaire.
Comment la numérisation 3D modifie la structure de coûts
Scanner une pièce avec un système de lumière structurée ou un scanner laser portable change la donne sur plusieurs maillons de la chaîne de valeur. Voici les principaux chemins de réduction des coûts, décrits de manière qualitative pour que chaque entreprise puisse les projeter sur son propre mix produit.
- Contrôle de réception et première pièce
- *Point de douleur* : la validation d’un lot fournisseur prend du temps et mobilise un contrôleur qualifié. Les litiges dimensionnels entraînent des arrêts de ligne.
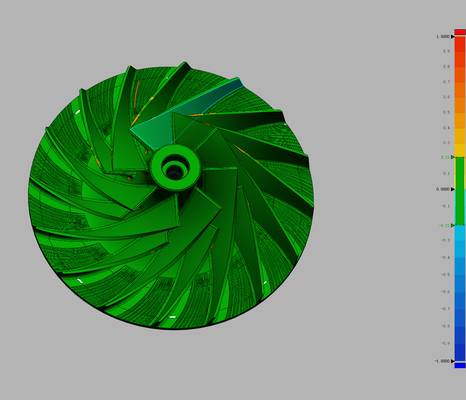
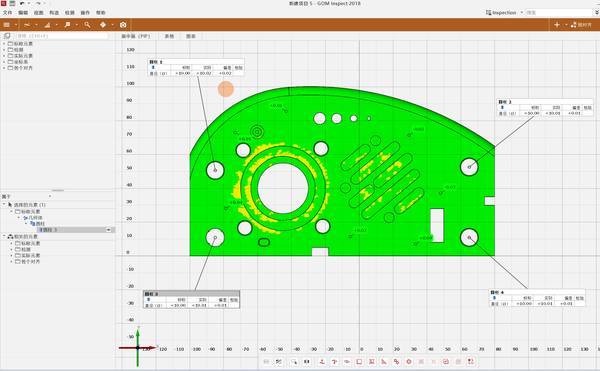
- *Amélioration* : numériser la pièce entrante en quelques minutes, comparer automatiquement le nuage de points au modèle CAO et générer une carte d’écarts. Le rapport visuel est compréhensible par l’acheteur comme par le fournisseur.
- *Valeur observable* : réduction du temps de quarantaine, décision de dérogation plus rapide, baisse des rebuts administratifs liés à des mesures incomplètes.
- Contrôle en cours de fabrication
- *Point de douleur* : les prélèvements pour contrôle dimensionnel interrompent le flux. Les corrections d’outillage arrivent souvent avec un décalage de plusieurs pièces.
- *Amélioration* : un scan rapide directement en zone de production permet de mesurer des profils complexes, des jeux ou des déformations sans déplacer la pièce vers un laboratoire de métrologie. Les données alimentent une boucle de correction quasi immédiate.
- *Valeur observable* : réduction du nombre de pièces non conformes produites entre deux contrôles, diminution des interventions de retouche en aval, meilleure stabilité du processus.
- Inspection finale et libération de lots
- *Point de douleur* : le contrôle final exhaustif est rarement possible avec des moyens traditionnels ; on se contente d’un échantillonnage qui laisse passer des défauts.
- *Amélioration* : scanner une pièce complète, y compris les surfaces gauches et les zones difficiles d’accès, donne une image fidèle de la géométrie réelle. Le rapport de contrôle numérique devient un enregistrement qualité opposable.
- *Valeur observable* : réduction du risque de retour client, traçabilité totale pour les secteurs exigeants (aéronautique, dispositifs médicaux, automobile), gain de confiance avec les donneurs d’ordres.
- Rétro-ingénierie et outillage
- *Point de douleur* : recréer un outillage ou une pièce sans plan CAO nécessite des heures de relevé manuel, avec des approximations qui se paient en ajustages lors du montage.
- *Amélioration* : le scan 3D capture la géométrie existante, y compris les zones d’usure, et génère un modèle CAO fidèle. Le bureau d’études peut alors concevoir l’outillage de reprise ou la pièce de remplacement avec une base fiable.
- *Valeur observable* : réduction du temps de développement, suppression des itérations d’essai-erreur, prolongation de la durée de vie des actifs par une maintenance prédictive dimensionnelle.
- Assemblage et contrôle d’interfaces
- *Point de douleur* : les défauts d’alignement entre sous-ensembles sont détectés tardivement, lors de l’assemblage final, ce qui génère des reprises coûteuses.
- *Amélioration* : numériser les composants avant assemblage et simuler l’accostage dans le logiciel permet d’anticiper les conflits géométriques.
- *Valeur observable* : réduction des heures de retouche en bout de chaîne, fluidification de la cadence d’assemblage, diminution des rebuts de composants déjà peints ou traités.
Cadre d’évaluation de la valeur opérationnelle
Pour estimer l’impact sans recourir à des chiffres externes, un responsable d’atelier peut renseigner le tableau ci-dessous avec ses propres données. L’objectif n’est pas de produire un retour sur investissement au centime près, mais d’identifier les postes où le gain potentiel est le plus significatif.
| Poste de coût | Indicateur à suivre | Méthode d’évaluation interne |
|---|---|---|
| Temps de mesure | Heures de contrôle par lot ou par pièce | Relever le temps passé (préparation + mesure + rapport) sur une semaine type |
| Retouches et rebuts | Nombre de pièces retouchées ou rebutées par mois, classées par cause racine | Analyser les non-conformités dimensionnelles et estimer le coût matière + main-d’œuvre |
| Main-d’œuvre qualifiée | Part du temps des contrôleurs consacrée à des mesures répétitives | Chronométrer les tâches et identifier celles qui pourraient être automatisées par scan |
| Délais de libération | Temps entre fin de fabrication et libération qualité | Mesurer le délai moyen et le taux de lots bloqués en attente de contrôle |
| Litiges fournisseurs | Nombre de litiges dimensionnels par trimestre, coût administratif associé | Consolider les échanges qualité et les coûts de traitement des non-conformités |
| Coût de non-qualité externe | Retours clients, pénalités, surcoûts logistiques | Suivre les réclamations liées à la géométrie et estimer leur impact financier |
Une fois ces indicateurs renseignés, il devient possible de cibler les scénarios où scanner une pièce apporterait le levier le plus direct : par exemple, si le temps de mesure est le principal goulet, un scanner rapide en production aura un effet immédiat sur la cadence de libération.
Ce qu’INSVISION apporte dans les opérations quotidiennes
Les solutions de numérisation 3D d’INSVISION s’intègrent dans ces flux sans imposer une refonte complète de l’organisation. Les systèmes de la gamme AlphaScan, par exemple, capturent des surfaces complexes avec une précision métrologique tout en restant utilisables par un opérateur formé en quelques heures.
La portabilité des scanners permet de contrôler une pièce directement sur la machine-outil ou dans la zone d’assemblage, supprimant les allers-retours vers la salle de métrologie.
Pour les pièces de grande taille ou les outillages, la technologie de suivi optique X-Track maintient la précision sur de grands volumes, ce qui évite les accumulations d’erreur rencontrées avec les mesures par points.
Les rapports de contrôle générés automatiquement, sous forme de cartes d’écarts colorées, facilitent la communication entre la production, la qualité et les clients. Cette transparence renforce la traçabilité et réduit le temps passé à argumenter sur la conformité d’une pièce.
L’intérêt opérationnel ne réside pas seulement dans la vitesse d’acquisition, mais dans la capacité à transformer un contrôle ponctuel en une information continue.
En scannant régulièrement les premières pièces d’une série ou les outillages après chaque maintenance, l’équipe de production détecte les dérives avant qu’elles ne génèrent des rebuts. Cette approche préventive diminue la pression sur le contrôle final et améliore le rendement global de la ligne.
Par où commencer : deux ou trois scénarios à fort impact
Pour un premier déploiement, il est rarement pertinent de vouloir numériser tous les flux d’un coup. L’expérience montre que deux ou trois scénarios bien choisis suffisent à démontrer la valeur et à créer l’adhésion des équipes.
Scénario 1 – Contrôle de réception des pièces critiques
Ciblez les pièces achetées dont les défauts dimensionnels ont déjà provoqué des arrêts de production ou des retouches. Mettez en place un poste de scan à réception, avec un gabarit de comparaison automatique au plan CAO.
Le temps de quarantaine diminue rapidement, et les litiges fournisseurs s’appuient sur des données objectives.
Scénario 2 – Contrôle en production sur une cellule d’usinage ou d’injection

Choisissez une machine qui produit des pièces à géométrie complexe, avec un historique de dérives. Scannez la première pièce de chaque série, ou une pièce toutes les heures, directement à côté de la machine.
L’opérateur reçoit une carte d’écarts en quelques minutes et peut ajuster les paramètres avant que la non-conformité ne se propage.
Scénario 3 – Rétro-ingénierie d’outillage de maintenance
Pour les équipements anciens sans CAO, scannez l’outillage usé afin de reconstruire un modèle numérique. Le bureau d’études conçoit alors une pièce de rechange ou une modification sans passer par des cycles d’essais dimensionnels. Le gain de temps sur le redémarrage d’une ligne est souvent significatif.
Dans chaque cas, il est conseillé de mesurer les indicateurs de référence avant la mise en place (temps de contrôle, taux de retouche, délai de libération) et de les suivre pendant trois mois. Cette approche factuelle permet de justifier l’extension à d’autres îlots de production.
Synthèse

Scanner une pièce n’est pas une finalité technique, mais un moyen de réduire les frottements qui grèvent la productivité industrielle.
En remplaçant des mesures ponctuelles et subjectives par une acquisition numérique complète, les ateliers gagnent en rapidité de décision, en maîtrise des coûts de non-qualité et en capacité à honorer des délais serrés.
Les solutions INSVISION s’inscrivent dans cette logique en apportant une précision métrologique accessible, une portabilité qui rapproche le contrôle de la fabrication et une traçabilité qui renforce la relation client.
L’essentiel est de commencer par un périmètre restreint, de mesurer les progrès et de laisser les résultats parler d’eux-mêmes.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082