
Scanner une pièce en production : intégrer la numérisation 3D au contrôle qualité industriel
Comment scanner une pièce en atelier avec un scanner 3D portable ? Découvrez l'approche AlphaScan d'INSVISION pour le contrôle dimensionnel en production.
Des conditions d’atelier qui pénalisent la mesure conventionnelle
Le contrôle dimensionnel en cours de fabrication se heurte à plusieurs obstacles concrets. Une pièce de fonderie ou une ébauche usinée peut peser plusieurs centaines de kilos et présenter des formes organiques impossibles à palper point par point.
Les MMT à pont ou à bras, bien que précises, exigent une stabilisation thermique de la pièce et un montage rigide. Lorsque la production fonctionne en flux tendu, ces étapes créent un goulet d’étranglement : la pièce attend d’être mesurée, et la ligne s’arrête.

Critères de sélection et contrôles terrain
| Axe d’analyse | Point de décision | Conseil de déploiement |
|---|---|---|
| Des conditions d’atelier qui pénalisent la mesure conve… | Le contrôle dimensionnel en cours de fabrication se heurte à plusieurs obstacles concrets. | Une pièce de fonderie ou une ébauche usinée peut peser plusieurs centaines de kilos et présenter des formes organiques impossibles à palper poin… |
| Une approche par numérisation 3D sans contact | Scanner une pièce avec un système de lumière structurée ou de projection laser bleu répond à ces contraintes en capturant des millions de points en q… | Le nuage de points obtenu représente l’intégralité de la surface accessible, y compris les géométries complexes. |
| Déploiement d’une solution de scan 3D en atelier | La mise en place d’un processus de numérisation 3D suit une logique éprouvée, adaptable à la plupart des environnements industriels. | La surface est nettoyée des copeaux et des résidus de lubrifiant. |
| Adéquation des systèmes INSVISION avec les contraintes… | Les solutions de numérisation INSVISION, notamment les modèles AlphaScan et AlphaVista, ont été conçues pour fonctionner dans des conditions d’atelie… | Leur plage de température opérationnelle s’étend de -10 °C à 40 °C, ce qui couvre aussi bien un atelier de mécanique non climatisé qu’une zone d… |
Autre difficulté fréquente : la traçabilité. Les normes ISO 9001 et ASME Y14.5 imposent une documentation complète des écarts géométriques, mais un relevé manuel ne fournit qu’un échantillon de points. Les zones non mesurées restent des angles morts, et la répétabilité dépend de l’opérateur.
Enfin, les pièces tièdes en sortie d’usinage faussent les mesures par contact, car la dilatation thermique n’est pas uniformément compensée.
Une approche par numérisation 3D sans contact
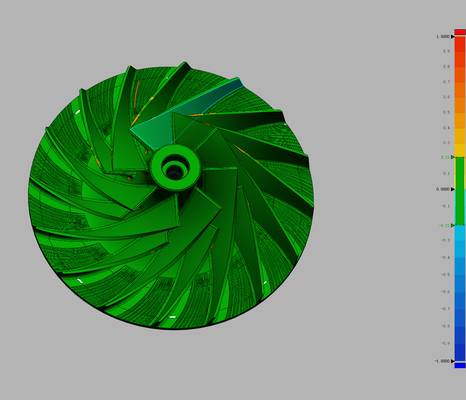
Scanner une pièce avec un système de lumière structurée ou de projection laser bleu répond à ces contraintes en capturant des millions de points en quelques secondes. Le nuage de points obtenu représente l’intégralité de la surface accessible, y compris les géométries complexes.
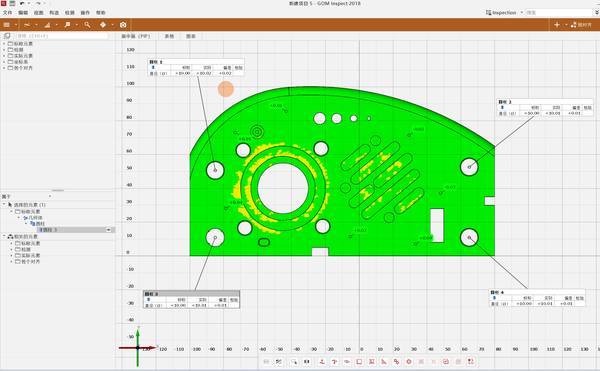
Cette cartographie dense est ensuite comparée au modèle CAO nominal pour générer une carte d’écarts colorimétrique, lisible par un opérateur comme par un logiciel de contrôle statistique.
L’avantage déterminant en production est la mobilité. Un scanner portable s’installe au pied de la machine-outil ou dans une zone de contrôle dédiée sans nécessiter de marbre ni de système de bridage lourd. La pièce peut rester sur son support de manutention.
Le temps de mise en œuvre passe de plusieurs dizaines de minutes à quelques minutes, et la mesure elle-même s’effectue en une ou deux prises de vue.
Déploiement d’une solution de scan 3D en atelier
La mise en place d’un processus de numérisation 3D suit une logique éprouvée, adaptable à la plupart des environnements industriels.
- Préparation de la pièce et de la zone de mesure
La surface est nettoyée des copeaux et des résidus de lubrifiant. Si la pièce présente des surfaces très réfléchissantes ou sombres, un spray de matage temporaire peut être appliqué. Aucun autre traitement n’est nécessaire. Le scanner est positionné sur un trépied ou tenu à la main, selon la configuration.
- Acquisition du nuage de points
L’opérateur lance la capture. Les systèmes à projection laser bleu, comme l’AlphaScan d’INSVISION, intègrent une correction thermique embarquée qui compense les variations de température ambiante et de la pièce. Cela permet de scanner une pièce encore tiède après usinage sans dégradation de la précision.
La numérisation d’une pièce de taille moyenne (environ 500 mm) prend typiquement moins de deux minutes.
- Alignement et traitement des données
Le logiciel intégré recale automatiquement les différentes prises de vue. L’opérateur n’a pas à positionner manuellement des cibles ou à effectuer un assemblage fastidieux. Le nuage de points complet est généré sur le poste de travail, prêt pour l’inspection.
- Analyse et livraison des résultats
Le nuage est comparé au modèle CAO. Les écarts sont visualisés sous forme de carte de déviations, avec des seuils configurables selon les tolérances du plan. Un rapport d’inspection est exporté au format PDF ou CSV.
Les données brutes peuvent être sauvegardées en STEP ou PLY pour une intégration dans les logiciels de FAO, de rétro-ingénierie ou de gestion de la qualité.

Adéquation des systèmes INSVISION avec les contraintes de production
Les solutions de numérisation INSVISION, notamment les modèles AlphaScan et AlphaVista, ont été conçues pour fonctionner dans des conditions d’atelier réelles.
Leur plage de température opérationnelle s’étend de -10 °C à 40 °C, ce qui couvre aussi bien un atelier de mécanique non climatisé qu’une zone de contrôle en sortie de traitement thermique.
La précision métrologique annoncée de 0,020 mm répond aux exigences de contrôle de pièces de moyenne dimension, typiques de la sous-traitance automobile ou de la fabrication de moules.
La technologie de projection laser bleu offre une insensibilité relative à la lumière ambiante, ce qui évite d’avoir à obscurcir la zone de mesure. La correction thermique embarquée élimine le besoin d’attendre la stabilisation complète de la pièce, un facteur clé pour réduire le temps d’immobilisation.
Enfin, l’export natif vers les formats STEP et PLY facilite la communication avec les bureaux d’études et les services méthodes, sans conversion hasardeuse.
Résultats observables en production
Les ateliers qui adoptent cette approche constatent plusieurs améliorations qualitatives. Le temps de mise en œuvre et de mesure est sensiblement réduit par rapport à une MMT fixe ou à un bras de mesure, en particulier pour les pièces unitaires ou les petites séries.
La traçabilité devient exhaustive : chaque pièce scannée dispose d’un jumeau numérique complet, consultable en cas de litige ou d’audit qualité.

La carte d’écarts permet de détecter des dérives de process avant qu’elles ne génèrent des non-conformités. Par exemple, une déformation de fonderie répétée sur une zone spécifique peut être identifiée et corrigée en amont.
Les équipes de maintenance exploitent également le scan 3D pour la rétro-ingénierie de pièces dont les plans sont perdus, en capturant la géométrie directement sur site sans démontage complet.
Extension à d’autres secteurs et cas similaires
La capacité à scanner une pièce en conditions réelles ne se limite pas à l’usinage. Les fonderies, les ateliers de mécano-soudure, les constructeurs de machines spéciales et les services de maintenance industrielle rencontrent des problématiques comparables.
Chaque fois qu’une pièce de forme complexe doit être contrôlée, réparée ou reproduite sans documentation CAO, la numérisation 3D portable apporte une réponse pragmatique.
Dans le secteur automobile, la vérification d’assemblage de sous-ensembles avant intégration finale évite les problèmes d’interférence en chaîne. Les moulistes utilisent le scan pour valider l’usure des outillages et anticiper les opérations de rechargement.
Les ateliers de prototypage rapide scannent les pièces existantes pour créer des modifications de design sans repartir d’une feuille blanche.

Une évolution mesurée du contrôle qualité
Remplacer partiellement ou totalement les méthodes de mesure traditionnelles par la numérisation 3D ne relève pas d’un effet de mode. C’est une réponse technique à des contraint
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082