
Scanner en 3d et maîtrise des coûts de non-qualité en production
Découvrez comment l'intégration d'un scanner en 3d en sortie de presse réduit les coûts de non-qualité, optimise le contrôle dimensionnel et améliore la traçabilité.
Points de friction dans la chaîne de contrôle traditionnelle
Sur une ligne d’emboutissage, le contrôle dimensionnel par machine à mesurer tridimensionnelle (MMT) à contact impose un rythme déconnecté de la cadence de production. Une mesure complète peut prendre 14 minutes, auxquelles s’ajoutent les temps d’attente entre deux pièces.

L’échantillonnage devient alors la règle, avec un risque inhérent : un défaut de planéité de 0,3 mm non détecté entre deux prélèvements peut se reproduire sur 200 pièces avant d’être identifié.
La conséquence directe est une reprise lourde, deux jours de production perdus et un lot placé en quarantaine dans l’attente d’une décision qualité.
Critères de sélection et contrôles terrain
| Axe d’analyse | Point de décision | Conseil de déploiement |
|---|---|---|
| Points de friction dans la chaîne de contrôle tradition… | Sur une ligne d’emboutissage, le contrôle dimensionnel par machine à mesurer tridimensionnelle (MMT) à contact impose un rythme déconnecté de la cade… | Une mesure complète peut prendre 14 minutes, auxquelles s’ajoutent les temps d’attente entre deux pièces. |
| Au delà de l incident visible cette organisation | Au-delà de l’incident visible, cette organisation génère des coûts cachés. | L’opérateur affecté à la MMT est mobilisé sur une tâche de saisie et de surveillance sans valeur ajoutée directe. |
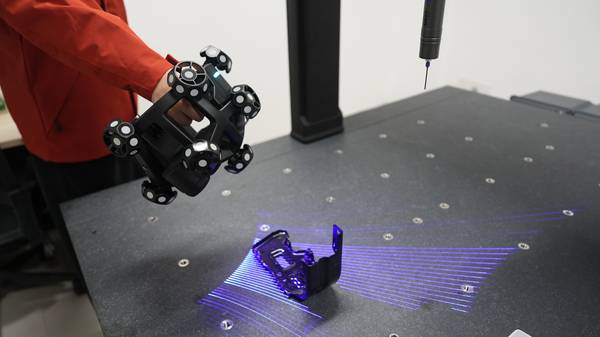
| L introduction d un scanner en 3d en | L’introduction d’un scanner en 3d en fin de cycle presse redessine plusieurs postes de coûts simultanément. | Vérifier avec les conditions de pièce, le rythme d’inspection et les exigences de sortie des données. |
Au delà de l incident visible cette organisation
Au-delà de l’incident visible, cette organisation génère des coûts cachés. L’opérateur affecté à la MMT est mobilisé sur une tâche de saisie et de surveillance sans valeur ajoutée directe.
Le délai entre l’apparition d’une dérive process et son diagnostic s’allonge, ce qui augmente mécaniquement le volume de pièces non conformes produites. Par ailleurs, la traçabilité repose souvent sur une documentation manuelle, source d’erreurs et de non-conformités lors des audits clients ou des validations PPAP.
L introduction d un scanner en 3d en
L’introduction d’un scanner en 3d en fin de cycle presse redessine plusieurs postes de coûts simultanément.
Temps de contrôle et fluidité de la ligne
- Temps de contrôle et fluidité de la ligne : une acquisition complète de la surface de la pièce s’effectue en moins d’une minute, contre 14 minutes en MMT. Le contrôle n’est plus un événement déconnecté de la production ; il s’intègre au flux, ce qui supprime les files d’attente et libère la MMT pour d’autres tâches à plus forte valeur technique.
- Détection précoce des dérives : le maillage haute densité et la comparaison automatique au modèle CAO permettent d’identifier un écart de forme ou de planéité dès les premières pièces déviantes. Le réglage des paramètres machine intervient avant que la non-conformité ne se propage à l’ensemble du lot. Le volume de pièces à reprendre ou à rebuter diminue, et avec lui le coût matière, la main-d’œuvre de retouche et l’immobilisation des encours.
- Traçabilité et conformité sans couture : les rapports de mesure sont générés automatiquement, sans ressaisie, et chaque pièce contrôlée alimente un historique numérique. Cette traçabilité pièce à pièce simplifie la constitution du dossier qualité ISO 9001 et répond aux exigences PPAP des donneurs d’ordres. Le risque de litige pour défaut de documentation s’en trouve réduit, tout comme le temps passé par le service qualité à compiler des preuves de conformité.
- Allocation des compétences : l’opérateur qui surveillait la MMT peut être redéployé sur des activités d’amélioration continue, de maintenance de premier niveau ou de pilotage de la cellule. La dépendance à un métrologue expert pour l’interprétation des résultats s’atténue, car le logiciel restitue les écarts GD&T sous forme de cartographies de déviations directement exploitables par le conducteur de ligne.
- Impact sur le délai de livraison : en rédu
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082