
Scanner 3D industriel: principes, technologies et ce qu’apporte l’AlphaScan d’INSVISION aux ingénieurs
Un scanner 3D industriel est un instrument de mesure qui capture la géométrie d’un objet physique pour la restituer sous forme de nuage de points, de maill
Scanner 3D : de quoi parle-t-on exactement ?
Un scanner 3D industriel est un instrument de mesure qui capture la géométrie d’un objet physique pour la restituer sous forme de nuage de points, de maillage polygonal ou de modèle CAO.
Contrairement à une machine à mesurer tridimensionnelle (MMT) qui palpe point par point, un scanner acquiert des millions de points en quelques secondes, ce qui permet de documenter des surfaces complexes, des formes organiques ou des zones difficilement accessibles avec un palpeur.

Le principe repose sur une projection de lumière structurée ou de lignes laser, combinée à une ou plusieurs caméras qui observent la déformation de ce motif sur la surface. Par triangulation, le système calcule les coordonnées 3D de chaque point.
Les scanners portables, comme l’AlphaScan, intègrent cette chaîne optique dans un boîtier tenu à la main, ce qui libère l’opérateur des contraintes d’un bras de mesure ou d’un plateau fixe.
Les éléments techniques qui font la différence sur le terrain
Un scanner 3D ne se résume pas à une résolution de caméra. Plusieurs paramètres interagissent et déterminent la qualité du résultat en conditions industrielles.
| Paramètre | Ce qu’il signifie concrètement |
|---|---|
| Précision volumétrique | Écart entre la mesure et la valeur vraie sur l’ensemble du volume de travail. Exprimée en microns, elle dépend de l’étalonnage et de la stabilité thermique. |
| Résolution de numérisation | Distance minimale entre deux points acquis. Une résolution fine est indispensable pour restituer des arêtes vives ou des petits rayons. |
| Fréquence d’acquisition | Nombre de points mesurés par seconde. Une cadence élevée réduit le temps de scan, mais doit être couplée à un traitement temps réel pour ne pas perdre en fluidité. |
| Profondeur de champ | Plage de distances dans laquelle le scanner maintient sa précision. Une grande profondeur de champ facilite le scan de pièces avec des variations de relief sans recalage permanent. |
| Robustesse à la lumière ambiante | Capacité à fonctionner sans perdre de données sous un éclairage d’atelier, en extérieur ou à proximité de baies vitrées. |
| Format des données | Nuage de points brut, maillage STL, ou export direct vers des logiciels de contrôle dimensionnel et de CAO. |
L’AlphaScan d’INSVISION a été conçu pour répondre à ces exigences en environnement de production.
Sa technologie de projection combine lumière structurée et capture laser, ce qui lui permet de s’adapter aussi bien aux surfaces mates qu’aux pièces sombres ou légèrement réfléchissantes, sans nécessiter de poudre de matage dans la majorité des cas.
En quoi un scanner portable se distingue-t-il des autres méthodes de mesure ?
Pour un ingénieur, le choix d’un moyen de contrôle dépend de la nature des pièces, du temps de cycle et de l’information recherchée. Le tableau ci-dessous positionne le scanner 3D portable par rapport aux pratiques courantes.

| Méthode | Avantage principal | Limite typique |
|---|---|---|
| MMT traditionnelle (palpage) | Très haute précision sur des entités géométriques simples | Lente sur les surfaces gauches, nécessite un environnement contrôlé |
| Bras de mesure avec scanner | Bonne mobilité, précision élevée | Volume de travail limité par l’envergure du bras |
| Photogrammétrie | Adaptée aux très grandes pièces | Nécessite des cibles, moins performante sur les détails fins |
| Scanner 3D portable (type AlphaScan) | Rapidité, liberté de mouvement, numérisation de formes complexes sans préparation lourde | Précision tributaire de la technique de recalage et de la stabilité de l’opérateur |
Le scanner portable ne remplace pas systématiquement une MMT, mais il change la donne lorsqu’il faut inspecter une pièce de fonderie aux formes organiques, rétro-concevoir un outillage ancien ou contrôler un assemblage en cours de montage, directement sur la ligne.
Où le scanner 3D portable excelle-t-il, et où atteint-il ses limites ?
Les cas d’usage où un scanner comme l’AlphaScan apporte le plus de valeur sont ceux où la rapidité d’acquisition et la densité d’information priment sur une exactitude absolue de l’ordre du dixième de micron.
Scénarios adaptés :
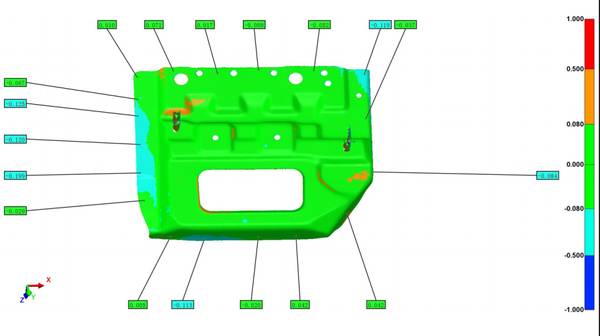
- Contrôle de premier article et rapport de comparaison au modèle CAO avec cartographie de déviations.
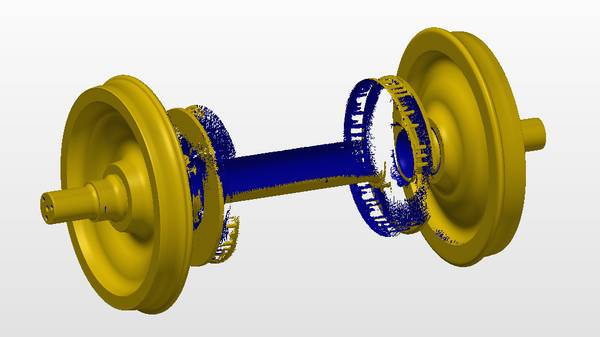
- Rétro-ingénierie de pièces sans plan : le nuage de points sert de base à la reconstruction surfacique.
- Numérisation de moules et outillages pour analyse d’usure ou reproduction.
- Contrôle dimensionnel sur des pièces de tôlerie, plasturgie ou fonderie, où les tolérances sont de l’ordre de quelques centièmes de millimètre.
- Digitalisation de pièces de grande taille par recalage successif, sans nécessiter de machine encombrante.
Scénarios moins adaptés :
- Pièces nécessitant une incertitude de mesure inférieure à 5 µm sur des volumes importants, où une MMT de haute précision en salle climatisée reste la référence.
- Surfaces transparentes ou miroir sans préparation : même avec une bonne robustesse optique, ces cas exigent souvent un poudrage temporaire.
- Environnements soumis à des vibrations continues et fortes, qui perturbent le recalage et dégradent la précision.
Comment choisir un scanner 3D portable pour son atelier ?
Avant de comparer des modèles, quelques questions de terrain permettent de cadrer le besoin :
- Quelle est la taille typique des pièces ? Un scanner portable peut couvrir de quelques centimètres à plusieurs mètres, mais la stratégie de recalage (cibles, géométrie propre, photogrammétrie) doit être adaptée.
- Quel niveau de précision est réellement exigé par le plan de contrôle ? Inutile de viser le micron si la tolérance pièce est de ±0,2 mm.
- Les pièces sont-elles mesurées en salle de métrologie ou directement en production ? La robustesse à la lumière ambiante et aux variations de température devient alors un critère de premier ordre.
- Quel est le flux de travail logiciel ? La compatibilité avec les logiciels de contrôle dimensionnel (PolyWorks, GOM Inspect, etc.) et de CAO conditionne la productivité de la chaîne numérique.
- L’opérateur est-il un métrologue expérimenté ou un technicien de production ? L’ergonomie du scanner et la simplicité de l’interface influent sur la répétabilité des mesures.
L’AlphaScan d’INSVISION dans le paysage de la numérisation industrielle
L’AlphaScan est un scanner 3D portable qui associe une source de lumière structurée et un mode laser, ce qui lui confère une polyvalence appréciable face à la diversité des états de surface rencontrés en atelier.
Sa conception vise à réduire la dépendance au poudrage, à maintenir une cadence d’acquisition élevée et à fournir un nuage de points dense, exploitable aussi bien pour l’inspection dimensionnelle que pour la rétro-conception.
Plutôt que de le présenter comme un instrument universel, il est plus juste de le décrire comme un outil de productivité métrologique pour les environnements où la rapidité de capture et la couverture de formes complexes priment. Les ingénieurs qui l’intègrent dans leur flux de travail l’utilisent typiquement pour :

- Réaliser un contrôle dimensionnel complet en quelques minutes, avec un rapport de déviations directement superposé au modèle CAO.
- Capturer l’état géométrique d’un outillage avant et après une campagne de production, afin d’objectiver l’usure.
- Créer un jumeau numérique d’une pièce existante en vue d’une modification de conception ou d’une fabrication additive.
INSVISION a développé l’AlphaScan en misant sur une architecture optique qui limite la dérive thermique et sur un algorithme de recalage robuste, deux aspects critiques lorsque les mesures s’enchaînent sans pause dans un atelier non climatisé.
Questions fréquentes sur les scanners 3D industriels
Q : Un scanner 3D portable peut-il remplacer une MMT pour le contrôle final ?
R : Cela dépend des tolérances à contrôler. Pour des spécifications serrées de l’ordre de quelques microns, la MMT reste l’instrument de référence.
En revanche, pour des tolérances courantes en fonderie, tôlerie ou plasturgie, un scanner portable apporte une information de surface bien plus riche et un gain de temps significatif.
Q : Faut-il systématiquement appliquer une poudre de matage ?
R : Non. Les scanners modernes, dont l’AlphaScan, gèrent une large gamme de réflectivités et de couleurs. La poudre reste utile sur les surfaces transparentes, très brillantes ou d’un noir profond absorbant, mais elle n’est plus systématique.
Q : Quelle est la différence entre un nuage de points et un maillage ?
R : Le nuage de points est l’ensemble brut des coordonnées mesurées. Le maillage est une surface triangulée calculée à partir de ce nuage, qui sert de base à l’inspection ou à la rétro-conception. La qualité du maillage dépend de la densité et de la propreté du nuage de points.
Q : Peut-on scanner des pièces en mouvement ?
R : En règle générale, non. La pièce doit être immobile pendant l’acquisition, car le scanner se base sur la déformation d’un motif projeté. Certains systèmes de suivi dynamique existent, mais ils relèvent d’une autre catégorie d’instruments.
Q : L’AlphaScan nécessite-t-il un ordinateur puissant ?
R : Le traitement des données est assuré en partie par le scanner lui-même, mais un poste de travail doté d’une carte graphique dédiée et d’une mémoire vive conséquente reste recommandé pour manipuler des nuages de plusieurs millions de points sans latence.
Ce qu’il faut retenir
Un scanner 3D portable industriel n’est ni un gadget de laboratoire ni une MMT de substitution. C’est un instrument de mesure qui trouve sa place lorsque la densité d’information, la rapidité et la capacité à opérer hors d’une salle climatisée deviennent prioritaires.
L’AlphaScan d’INSVISION illustre cette catégorie d’outils en combinant une double technologie de projection, une robustesse aux conditions d’atelier et une chaîne logicielle orientée vers le contrôle dimensionnel et la rétro-ingénierie.
Pour l’ingénieur chargé de choisir un moyen de mesure, l’essentiel est de confronter ces capacités aux exigences réelles du plan de contrôle, sans se laisser impressionner par des chiffres de précision déconnectés du terrain.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082