
Points de référence pour numérisation 3D
Maîtrisez les points de référence pour la numérisation 3D en métrologie portable. Découvrez les stratégies de positionnement pour garantir un alignement constant en atelier de production.
Pour les ingénieurs qui déplacent la métrologie du laboratoire à température contrôlée vers l’atelier de production dynamique, le défi principal passe de la précision absolue à l’alignement constant. Les scanners 3D portables offrent un accès inégalé aux géométries de pièces complexes, mais leurs données ne sont fiables que si l’enregistrement spatial qui relie plusieurs numérisations entre elles l’est aussi.
Cette dépendance fait de la stratégie de positionnement et de capture des points de référence de numérisation 3D (cibles adhésives, références usinées, caractéristiques naturelles) un facteur déterminant pour la réussite du flux de travail.
La réflectivité de surface, les contre-dépouilles profondes ou les références obstruées sur une pièce de fonderie de grande taille ou un support aéronautique profilé peuvent interrompre la continuité optique, introduisant des artefacts d’alignement qui corrompent le rapport de déviation final.
Cet article étudie le rôle des points de référence dans le contrôle moderne, détaille comment adapter la stratégie de points à la complexité de la pièce et comment INSVISION AlphaScan système aborde l’alignement continu pour combler l’écart entre la mobilité des appareils portables et la fiabilité de niveau laboratoire.

Pourquoi la stratégie de points de référence est aujourd’hui un critère d’ingénierie prioritaire
Le passage des machines à mesurer tridimensionnelles (CMM) tactiles à la numérisation optique a fondamentalement modifié la source des erreurs de mesure. Alors qu’un palpeur de CMM suit un trajet programmé dans un volume connu, un scanner portable doit relier dynamiquement d’innombrables positions de capture discrètes à un seul système de coordonnées unifié. Ce processus d’enregistrement spatial dépend entièrement des points de référence de numérisation 3D.
Des caractéristiques comme les cibles de référence, les arêtes usinées ou les marqueurs de référence agissent comme des ancres mathématiques.
Sans référence stable, les numérisations des bords d’attaque et de fuite d’une aube de turbine, par exemple, ne peuvent pas être assemblées avec précision, transformant un nuage de points unique en un jeu de données fragmenté. Les ingénieurs doivent désormais vérifier les conditions limites avant la numérisation : l’état de surface d’une pièce moulée en sable fournira-t-il suffisamment de texture pour la reconnaissance de caractéristiques, ou un outil d’emboutissage automobile poli renverra-t-il la lumière loin des arêtes critiques ?
La stabilité de ces ancres détermine si la carte de couleurs finale révèle la déviation réelle de la pièce ou un simple artefact de numérisation.

Conserver un alignement de qualité métrologique lors des mouvements à main levée
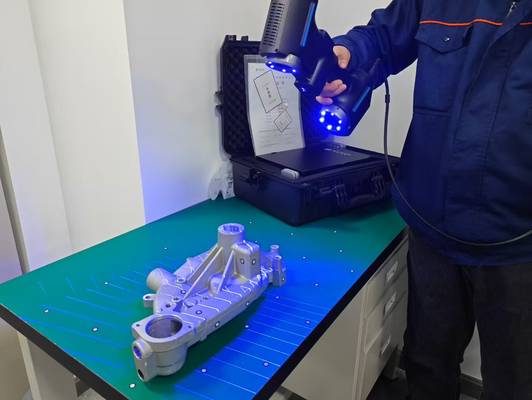
Les flux de travail traditionnels obligeaient souvent l’opérateur à s’arrêter et à réenregistrer le scanner après avoir fait le tour d’une pièce de grande taille, interrompant le rythme du contrôle et introduisant des erreurs potentielles à chaque arrêt. INSVISION résout ce problème avec l’architecture de suivi optique de l’AlphaScan, conçue pour stabiliser dynamiquement les ancres spatiales.
En associant un réseau de lignes laser bleues à un traitement de nuages de points piloté par IA, le système permet à l’opérateur de conserver un flux de mesure continu avec une précision de niveau μm, tout en se déplaçant librement autour d’un ensemble soudé complexe ou d’un bloc moteur. Le logiciel intégré gère l’alignement des coordonnées en temps réel, reconnaît et verrouille automatiquement les points de référence de numérisation 3D physiques sans intervention manuelle.
Pour garantir que ce flux de données haute fidélité reste intact dans les cellules de production à forte perturbation électrique, l’appareil utilise une connexion USB haut débit sécurisée au lieu d’une connexion sans fil, évitant les pertes de signal. Pour la production lean, le résultat est un alignement constant sur des pièces à multiples caractéristiques, sans la latence liée au repositionnement statique.

Transformer les nuages de points en rapports de conformité exploitables
Capturer un nuage de points précis n’est que la première étape ; sa valeur se concrétise par un flux logiciel fluide fournissant des résultats vérifiables. Une fois les points de référence de numérisation 3D capturés et alignés, le logiciel INSVISION importe les données pour un traitement immédiat.
Le système effectue un alignement automatisé par rapport au modèle CAD de référence, générant instantanément des cartes de déviation couleur intuitives qui visualisent les erreurs géométriques directement sur l’écran tactile du scanner.
Cela permet de réaliser la vérification de premier article au centre d’usinage, et non dans un laboratoire qualité distant. Le module de contrôle intégré effectue ensuite une analyse rigoureuse des tolérances, vérifiant les dimensions conformément aux normes ASME Y14.5 et ISO GPS. L’utilisateur peut générer un rapport de conformité détaillé en un clic, exportant la validation dimensionnelle requise pour les audits qualité.
Ce flux de travail en boucle fermée accélère le cycle de retour d’information vers l’usinage, garantissant que la précision de niveau μm du scanner se traduit directement par des décisions de production.

Adapter le profil de votre pièce à la métrologie portable
La métrologie portable offre la flexibilité nécessaire lorsque la géométrie de la pièce rend impossible le palpage par CMM fixe, mais seulement si le système gère les points de référence de manière fiable. Toutes les pièces ne sont pas identiques. Les ingénieurs doivent d’abord évaluer l’accessibilité des références : les cibles de référence primaires sur une grande plaque d’outillage composite sont-elles obstruées par des nervures ou des contre-dépouilles ?
Une stratégie de points de référence robuste doit conserver la précision volumétrique sans imposer une préparation de surface excessive, comme un revêtement ou un positionnement de cibles dans des endroits inaccessibles.
INSVISION AlphaScan est conçu pour ces scénarios, utilisant une numérisation de qualité métrologique pour stabiliser l’alignement sur des pièces complexes : des pièces de fonderie avec des cibles de référence irrégulières aux composants fabriqués par fabrication additive nécessitant une validation de surface complète. Son flux de travail fournit un retour visuel immédiat par des cartes de déviation en direct, facilitant l’identification rapide des erreurs.
Avant achat, les acheteurs doivent vérifier que le logiciel exporte des formats de données de numérisation natifs compatibles avec leur QMS ou leurs plateformes de jumeau numérique existants, garantissant l’intégration du processus de contrôle dans les rythmes de production de l’Industrie 4.0.
Valider le flux de travail pour votre environnement de production
Adopter une solution de métrologie portable ne se limite pas à vérifier les spécifications du matériel ; elle nécessite une validation de l’ensemble du flux de contrôle dans vos conditions spécifiques. Commencez par identifier une pièce échantillon représentative : un support aéronautique avec des tolérances serrées ou un panneau automobile embouti à courbure complexe.
Le test critique ne porte pas seulement sur la précision brute, mais sur la capacité du système à conserver un alignement constant tout au long d’une séquence de numérisation complète et ininterrompue, notamment autour de caractéristiques de référence masquées.
Observez les étapes de traitement des données : en combien de temps le logiciel passe-t-il du nuage de points brut à une carte de déviation préliminaire en atelier ? Enfin, vérifiez que la sortie du rapport répond aux normes de format et de détail de votre service qualité.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082