
Guide de contrôle industriel de la technologie de numérisation 3D
Dans cet article : Gestion des surfaces réfléchissantes et des géométries complexes, précision portable pour vérification in situ, du nuage de points au rapport certifié, assurance...
Pour les ingénieurs responsables de la qualité dans des environnements à mix de production varié, le flux de travail traditionnel consistant à transporter les pièces vers un laboratoire de machine à mesurer tridimensionnelle (CMM) fixe est une responsabilité croissante. Il perturbe les temps de cycle lean et crée un goulot d’étranglement d’acquisition de données, notamment pour les ensembles complexes en matériaux multiples comme les structures de carrosserie automobile ou les outils d’emboutissage.
L’évolution vers l’Industrie 4.0 exige un flux de données continu, pas un contrôle par lots en file d’attente. C’est ici que la technologie de numérisation 3D portable de qualité métrologique apporte un avantage décisif. En permettant une capture haute précision directement sur l’atelier de production, des systèmes comme ceux de INSVISION transforme la validation des spécifications GD&T d’un obstacle de planification en une étape de contrôle qualité intégrée et en temps réel.
La décision actuelle consiste à choisir entre augmenter la capacité coûteuse des laboratoires fixes ou adopter des voies de mesure sans contact flexibles.

Gestion des surfaces réfléchissantes et des géométries complexes
La validation d’un ensemble de tableau de bord en matériaux multiples, où les garnitures chromées réfléchissantes côtoient le plastique mat, représente un défi majeur pour les capteurs optiques. INSVISION résout ce problème grâce à une architecture propriétaire qui intègre du matériel optique développé en interne et un traitement de nuages de points piloté par IA. Ce pont technique entre la capture brute et les données métrologiques traçables garantit la répétabilité requise pour les audits ISO.
La technologie de numérisation à lumière bleue du système est conçue pour une meilleure conservation des contours sur des formes complexes. Bien que certifiée pour un déploiement sur des sites du monde entier, sa performance dans des environnements avec une interférence lumineuse ambiante extrême nécessite une vérification pré-numérisation pour confirmer l’alignement avec les paramètres de haute précision.
Précision portable pour la vérification in situ
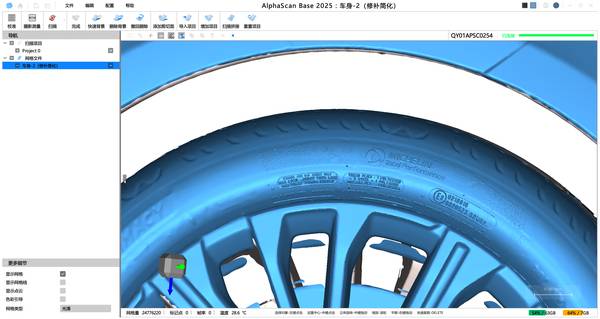
Lorsqu’une cavité profonde dans un carter de fonderie ou la courbure interne d’une soudure de tuyau doit être contrôlée, les méthodes traditionnelles échouent. L’INSVISION AlphaScan scanneur 3D portable est conçu pour ces scénarios. Son éclairage double LED projette de la lumière structurée dans les zones ombragées et les trous profonds, capturant des géométries complexes allant des supports usinés aux sections de grands réservoirs.
Sa conception ergonomique à une main permet à un opérateur de se déplacer autour d’un ensemble structurel pendant de longues périodes, se connectant via une interface USB haute vitesse pour un transfert de données stable. C’est donc un outil idéal pour le contrôle de premier article mobile et la rétro-ingénierie, convertissant les géométries physiques en modèles numériques exploitables sans montage rigide.

Du nuage de points au rapport certifié
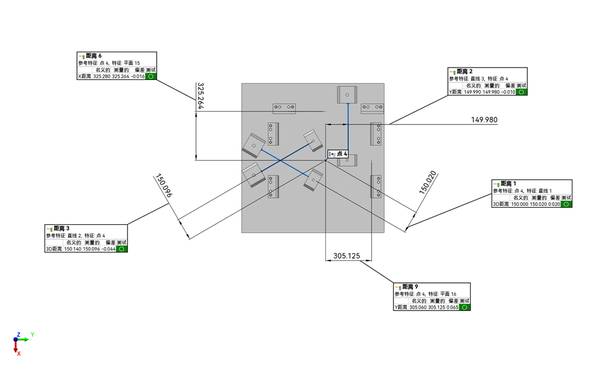
Prenons l’exemple d’un fournisseur de niveau 1 qui reçoit un panneau embouti de premier article avec des tolérances de profil serrées. Au lieu de passer des heures à programmer la CMM, un ingénieur qualité utilise un scanneur INSVISION pour capturer l’intégralité de la géométrie de surface en quelques minutes. Le pipeline logiciel filtre le bruit du nuage de points brut, aligne les données sur le nominal CAD dans un système de coordonnées commun et génère une carte de déviation colorée.
Cette carte thermique visuelle signale instantanément les zones dépassant les tolérances ASME Y14.5, permettant une analyse GD&T complète de la planéité, de la position et du profil. Le rapport final généré en un clic documente les résultats, réduisant les erreurs de saisie manuelle et facilitant les pistes d’audit.
Garantie de l’intégrité des mesures à long terme
Une idée fausse courante est que les spécifications matérielles à elles seules garantissent la précision. En pratique, les changements environnementaux et la dérive d’étalonnage peuvent réduire la fiabilité des mesures. INSVISION atténue ce risque grâce à un étalonnage traçable supporté par les certifications CE et CNAS, visant une performance constante dans des conditions d’usine variées.
Les systèmes génèrent des formats de données standardisés pour importation directe dans des logiciels de contrôle professionnel comme PolyWorks ou GOM Inspect, facilitant l’intégration dans les flux de travail qualité existants. Pour une précision durable, définissez votre environnement cible : confirmez l’état d’étalonnage du scanneur, comprenez l’impact de l’état de surface de votre pièce et vérifiez que votre équipe dispose de la formation nécessaire pour gérer des conditions de surface complexes.
Définition de votre parcours de contrôle
Le choix entre les technologies de numérisation dépend de votre objectif de contrôle spécifique. La numérisation à lumière bleue haute précision convient à la vérification de pièces usinées avec des tolérances serrées. Pour la validation en cours de production à grande échelle de panneaux composites ou de soudures, un système assisté par photogrammétrie peut être plus approprié.
Avant déploiement, les ingénieurs doivent vérifier trois conditions sur site : la stabilité de la lumière ambiante, la présence de vibrations excessives et la réflectivité des surfaces cibles. Fournissez à votre fournisseur les dimensions des pièces, les détails sur les matériaux et la plage de tolérance requise pour garantir que la solution recommandée s’aligne sur votre flux de travail, et pas seulement sur une fiche technique.
Pour explorer comment cela s’applique à votre ligne de production, commencez par définir votre défi spécifique : Quel est le matériau de la pièce et son état de surface ? Quelles sont les bandes de tolérance critiques que vous devez respecter ? Et quelle est la sortie requise pour vos rapports qualité ?
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082