
Évaluation des scanneurs 3D à vendre
Dans cet article : Physique des lasers bleus : capture de données sur des surfaces non traitées, conception de stabilité pour un format portatif, de nuage de points à rapport conforme à la norme ASME...
C’est ici que la technologie de scanneur portatif à laser bleu change la donne, en déportant l’inspection de précision directement sur la pièce.

Physique des lasers bleus : capture de données sur des surfaces non traitées
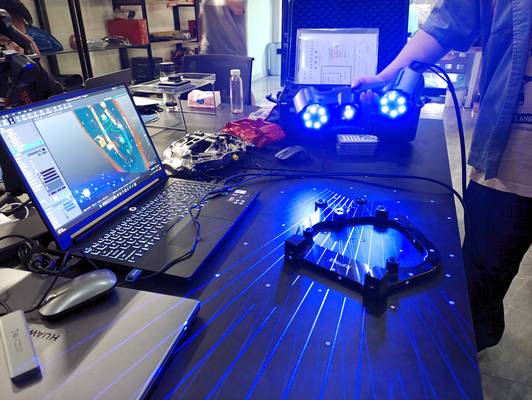
Les méthodes traditionnelles nécessitent souvent d’appliquer un revêtement mat par pulvérisation sur des surfaces comme la fibre de carbone ou le métal poli pour permettre la numérisation. INSVISIONde AlphaScan plateforme évite cette étape grâce à 50 lignes de laser bleu croisées.
La longueur d’onde plus courte et la densité d’énergie plus élevée de la lumière bleue rejettent naturellement les interférences de la lumière ambiante, permettant une acquisition de données stable sur des surfaces sombres ou très réfléchissantes.
Notes de termes
Les méthodes traditionnelles nécessitent souvent d’appliquer un revêtement mat par pulvérisation sur des surfaces comme la f…
Conception de la stabilité pour un format portatifUne idée répandue est que les scanneurs 3D portatifs à vendre sacrifient la stabilité au profit de la portabilité.
Du nuage de points au rapport conforme à la norme ASMELa valeur de tout scanneur se mesure à ses résultats.
Adapter le scanneur à votre réalité de productionChoisir parmi la gamme de scanneurs 3D à vendre nécessite une vision claire de votre application.
Ce point est essentiel pour la maintenance, réparation et révision (MRO) aéronautique ou l’inspection automobile, où l’application d’un revêtement sur une pièce n’est pas autorisée.
Le système traite les motifs de lumière bruts avec des algorithmes propriétaires pour filtrer le bruit et générer des nuages de points denses en temps réel, préservant la précision volumétrique pour les grands assemblages lorsqu’il est utilisé avec des barres d’échelle photogrammétriques.

Conception de la stabilité pour un format portatif
Une idée répandue est que les scanneurs 3D portatifs à vendre sacrifient la stabilité au profit de la portabilité.
Le châssis de l’AlphaScan de 1070 g est conçu pour contrecarrer ce problème, avec une distribution de masse qui réduit le couple ressenti par l’opérateur et minimise la dérive lors d’une utilisation prolongée.
Cette intégrité de conception, associée à un étalonnage en temps réel, garantit une répétabilité de grade métrologique dans des environnements d’atelier variables.
Pour les équipes achats, la conformité aux certifications CE, FCC et CNAS fournit une base de référence pour les pistes d’audit. Le matériel s’intègre nativement au logiciel SMARPARA Q d’INSVISION, permettant une exportation directe vers les plateformes CAD/CAE courantes et les plateformes d’inspection tierces.
Du nuage de points au rapport conforme à la norme ASME
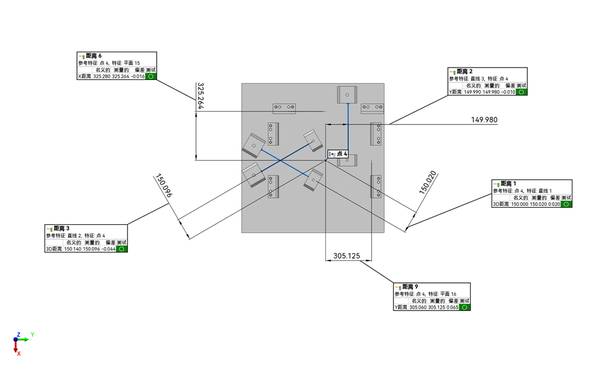
La valeur de tout scanneur se mesure à ses résultats. Le flux de travail de l’AlphaScan transforme les données de numérisation brutes en rapports vérifiables via un processus structuré : intégration de données, analyse comparative intelligente, vérification des spécifications géométriques et dimensionnelles (GD&T) et reporting intelligent. Les opérateurs peuvent numériser une aube de turbine ou une pièce moulée, aligner le maillage sur le modèle CAO d’origine et générer une carte thermique de déviation colorée.
Cela permet de quantifier l’usure ou les écarts de fabrication, facilitant une validation rapide basée sur les données.
Pour les pièces de grande taille, l’établissement d’un système de coordonnées global via des barres d’échelle est essentiel pour ancrer les données et éviter les erreurs cumulatives sur le parcours de numérisation.
Adapter le scanneur à votre réalité de production
Choisir parmi la gamme de scanneurs 3D à vendre nécessite une vision claire de votre application.
La gamme INSVISION AlphaScan est conçue pour les scénarios où les machines à mesurer tridimensionnelles (MMT) stationnaires ne sont pas pratiques : inspection sur place des matrices automobiles, vérification des composants structurels d’aéronefs pendant la MRO, ou rétro-ingénierie de corps de vannes complexes dans le secteur de l’énergie.
Il offre des performances exceptionnelles sur des surfaces mates, revêtues et usinées à géométrie complexe.
Cependant, pour valider des tolérances au niveau du micromètre (μm) sur des pièces prismatiques dans un laboratoire à température contrôlée, une MMT tactile traditionnelle reste la référence.
La décision dépend de la géométrie spécifique de vos pièces, de la réflectivité de leur surface et des plages de tolérance requises.
Cadre d’évaluation pour les achats
Avant de finaliser un achat, vérifiez sur site les performances du scanneur sur vos pièces et dans vos conditions réelles. Prenez en compte la réflectivité du matériau, les normes GD&T requises et le temps de cycle de production dans lequel l’inspection doit s’intégrer.
Définissez vos besoins en matière de reporting : votre service qualité nécessite-t-il des pistes d’audit ou des formats de données spécifiques ?

Pour déterminer si la configuration de l’INSVISION AlphaScan correspond à votre évaluation des scanneurs 3D à vendre, précisez les dimensions des pièces cibles, les conditions de surface typiques et les tolérances d’inspection requises.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082