
Comment evaluer scanner 3D industriel pour le controle industriel
Dans un atelier fonctionnant en flux tendu, la mesure n’est pas une formalité administrative.

Dans un atelier fonctionnant en flux tendu, la mesure n’est pas une formalité administrative. Elle conditionne la libération des lots, la conformité vis-à-vis du client et, en cas de dérive, l’arrêt immédiat de la production.
Les tolérances se resserrent, les cahiers des charges imposent des rapports de contrôle traçables intégrant des cotations GD&T – battement, profil de surface, perpendicularité – que le pied à coulisse ne peut tout simplement pas vérifier.
Checklist de validation terrain
| Axe d’analyse | Point de décision | Conseil de déploiement |
|---|---|---|
| Pièce à contrôler | Vérifier taille, état de surface et tolérances clés par rapport au scan | Réaliser un essai complet sur une pièce représentative |
| Flux de données | Contrôler le passage du nuage de points au rapport qualité | Valider formats d’export et responsabilités de revue |
| Déploiement atelier | Évaluer formation, calibration, lumière ambiante et espace disponible | Conserver le test comme référence de déploiement |
Sans numérisation 3D, l’inspection devient un goulot d’étranglement et une source permanente d’incertitude.
Un scanner 3D industriel répond directement à ce besoin. En quelques secondes, il capture des millions de points, restitue la géométrie réelle de la pièce et la compare au modèle nominal dans un logiciel de métrologie.
Les solutions INSVISION, par exemple, délivrent une précision qui descend à 0,01 mm et une vitesse de mesure compatible avec les cadences de production.
Pour le directeur d’usine, cela se traduit par des décisions de conformité plus rapides, moins de pièces immobilisées en attente de contrôle et une traçabilité complète des écarts. Les données ne sont plus une opinion ; elles deviennent un fait objectif, consultable par la qualité, les méthodes et le client final.
Limites des méthodes de mesure classiques
Sur une ligne d’emboutissage, un contrôleur qualité passe près de vingt minutes à relever manuellement les cotes d’une tôle au profil nervuré. Pied à coulisse, jauge de profondeur, colonne de mesure : chaque outil fournit un point, jamais la surface complète.
Dès que la pièce comporte des congés complexes ou des contre-dépouilles, les palpeurs mécaniques décrochent et la collecte s’interrompt. On se retrouve avec des nuages de points lacunaires, des zones aveugles impossibles à documenter.
Le rapport de contrôle accuse alors des ruptures de données que personne ne peut interpréter avec certitude.

Aperçu du scénario
Une lecture pratique de l’article consiste à partir de ce scénario :
- Limites des méthodes de mesure classiques: Sur une ligne d’emboutissage, un contrôleur qualité passe près de vingt minutes à relever manuellement les cotes d…
- Intégration du scan 3D dans le flux de travail: Beaucoup pensent qu’un scanner 3D industriel ne sert qu’à la rétro-ingénierie.
- Points de validation avant déploiement: Un scanner 3D industriel ne se branche pas et ne fonctionne pas immédiatement sur n’importe quel poste.
Avec une machine à mesurer tridimensionnelle (MMT), le problème se déplace : le temps de palpage s’allonge, la programmation mobilise un technicien expérimenté, et le délai de rendu des premiers résultats peut bloquer une décision de réglage outil pendant toute une vacation.
Pour des pièces de tôlerie fine ou des carters de turbocompresseur, la géométrie libre rend la stratégie de palpage très vite obsolète. On mesure ce que l’on peut, pas ce que l’on doit.
Un scanner 3D industriel comme ceux de la gamme INSVISION change la donne en capturant la totalité de la surface en quelques secondes, sans contact. Les faisceaux laser bleus lisent les arêtes vives et les rayons de raccordement avec la même densité de points, supprimant les trous d’information.
L’opérateur n’a plus à choisir entre exhaustivité et rapidité : le nuage de points complet est aligné sur le modèle CAO dans la foulée, et l’analyse de tendance démarre avant la fin de la série. Les délais de boucle de correction se réduisent, et l’atelier gagne en autonomie.

Intégration du scan 3D dans le flux de travail
Beaucoup pensent qu’un scanner 3D industriel ne sert qu’à la rétro-ingénierie. En production, la vraie valeur est ailleurs : dans l’enchaînement direct entre numérisation, comparaison, revue et rapport. Sans cette chaîne, on accumule des nuages de points qui n’aident personne.
Avec un système INSVISION, le flux est concret. L’opérateur scanne la pièce, souvent en quelques secondes avec un AlphaScan. Le logiciel 3D INSVISION aligne automatiquement le maillage sur le modèle CAO de référence.
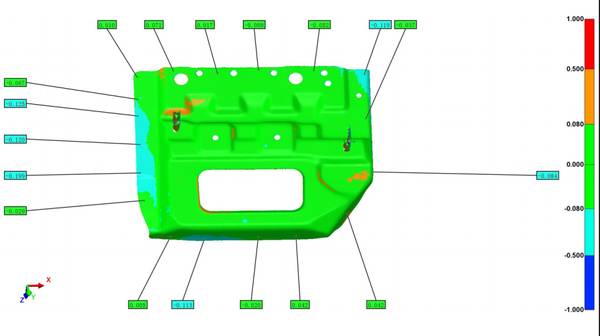
La comparaison géométrique s’affiche immédiatement sous forme de carte de couleurs : les écarts sont visibles, sans interprétation. Les tolérances GD&T sont vérifiées dans SMARPARA Q, avec des appels de spécifications directement sur les entités mesurées.
Une fois la revue faite, le rapport de contrôle est généré en un clic, avec captures d’écran et tableaux de résultats horodatés.

Ce qui change pour l’atelier, c’est la suppression des allers-retours entre mesure, feuille Excel et discussion autour d’un dessin 2D. Le scanner 3D industriel devient un poste de décision rapide : la pièce est bonne, retouchée ou rebutée en quelques minutes, sans ambiguïté.
Points de validation avant déploiement
Un scanner 3D industriel ne se branche pas et ne fonctionne pas immédiatement sur n’importe quel poste. Un déploiement fiable commence toujours par une validation terrain méthodique.
Les cas réellement adaptés concernent les pièces de taille moyenne, les géométries complexes ou les contrôles dimensionnels exigeant une précision que les gabarits et MMT peinent à tenir en cadence. Avant d’installer un système INSVISION, nous vérifions trois points.
L’environnement d’abord : vibrations machine, variations thermiques et lumière parasite dégradent la répétabilité. Ensuite, la stabilité du bridage et l’accès optique aux surfaces critiques, surtout pour les faisceaux laser croisés.
Enfin, la compatibilité native des formats de données avec les logiciels de métrologie existants, un détail souvent sous-estimé qui conditionne l’intégration dans le flux qualité.
Ces vérifications évitent les surprises et garantissent que le scanner 3D industriel délivre des résultats exploitables dès la première inspection, sans coûts cachés de reprise ni formation excessive.
Comment les solutions INSVISION répondent à ces exigences
La gamme INSVISION est conçue pour s’intégrer directement dans les environnements de production.
Les scanners AlphaScan exploitent la technologie laser bleu, qui offre une insensibilité accrue aux variations de lumière ambiante et une excellente lecture des surfaces sombres ou réfléchissantes, typiques des pièces de tôlerie après emboutissage.
La précision métrologique de 0,01 mm permet de valider des tolérances serrées sans sortir la pièce de l’atelier.
Le logiciel SMARPARA Q, associé aux scanners, automatise l’alignement du nuage de points sur le modèle CAO et génère des rapports de contrôle conformes aux exigences des donneurs d’ordre.
Les cartes de déviation colorées rendent les écarts immédiatement compréhensibles pour les opérateurs, les techniciens qualité et les responsables méthodes. Cette transparence réduit les discussions stériles et accélère la prise de décision.
Effets observables sur le terrain
Sans recourir à des chiffres qui dépendent de chaque configuration, les retours d’ateliers montrent une transformation tangible du poste de contrôle. Le temps de mesure passe de plusieurs minutes de palpage manuel à une numérisation de quelques secondes.
La couverture de surface devient exhaustive, éliminant les zones d’ombre qui échappaient aux jauges traditionnelles. Les rapports de contrôle, horodatés et automatiquement archivés, renforcent la traçabilité et simplifient les audits clients.
Surtout, la boucle de correction se resserre : un écart détecté en début de série peut être corrigé avant que des pièces non conformes ne s’accumulent.
Réutilisation dans d’autres contextes industriels
Le scénario décrit pour l’emboutissage automobile se transpose directement à d’autres secteurs où la géométrie des pièces est complexe et les cadences élevées.
La fonderie, l’injection plastique, la fabrication de composants aéronautiques ou le contrôle de pièces de tôlerie fine pour l’électroménager partagent les mêmes contraintes : besoin de rapidité, de précision et de traçabilité.
Chaque fois qu’un gabarit ou une MMT atteint ses limites en termes de vitesse ou de couverture surfacique, un scanner 3D industriel INSVISION peut prendre le relais, à condition de valider au préalable l’environnement de mesure et l’accès optique.
En résumé
L’intégration d’un scanner 3D industriel sur une ligne d’emboutissage ne se résume pas à un changement d’outil de mesure. Elle transforme le poste de contrôle en un point de décision rapide et documenté, aligné sur les exigences de l’industrie 4.0.
En capturant la géométrie complète des pièces en quelques secondes et en générant des rapports de contrôle automatiques, les solutions INSVISION aident les ateliers à réduire les temps d’immobilisation, à sécuriser la conformité et à fluidifier le flux de production.
Pour les responsables qualité et les directeurs d’usine, c’est la garantie de disposer de données objectives, partageables et exploitables sans délai.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082