
Inspección dimensional con escáner nube de puntos en la industria de automoción
Aplicación del escáner nube de puntos en automoción para inspección dimensional, trazabilidad CAD y control de piezas complejas sin frenar la producción.

Los palpadores de las máquinas de medición por coordenadas y los calibres manuales, herramientas que durante décadas fueron el estándar, muestran sus límites cuando la pieza presenta recovecos inaccesibles, paredes inclinadas o superficies reflectantes.
Preparar un brazo de medición articulado para una sola inspección puede consumir horas, y aun así los datos obtenidos son discretos: unos cientos de puntos no bastan para caracterizar una superficie completa ni para generar un mapa de desviaciones que oriente al operario de mecanizado.
El resultado son cuellos de botella en metrología, retrabajos que erosionan el margen y una desconexión entre la información dimensional y el sistema de producción.
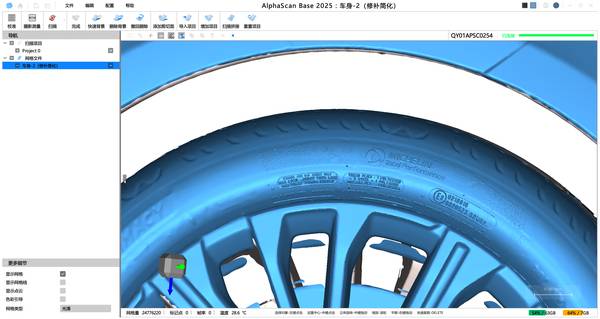
La captura masiva mediante escáner nube de puntos ha modificado ese equilibrio. INSVISION, con soluciones como AlphaScan y AlphaVista, ofrece sistemas capaces de adquirir millones de puntos por segundo con una precisión metrológica de 0,020 mm, cubriendo desde detalles micrométricos hasta conjuntos de gran formato.
Para los responsables de calidad, la cuestión ya no es si digitalizar la inspección, sino cómo integrar esta tecnología sin alterar el ritmo de una línea que no puede detenerse.
Un escenario real: piezas de fundición para suspensión
Una planta que produce brazos de suspensión de aluminio fundido y mecanizado se enfrenta a un desafío diario. Cada lote incluye varias referencias con cavidades internas, nervios de refuerzo y superficies de montaje cuyo perfil debe respetar tolerancias de 0,1 mm.
La inspección tradicional con palpador fijo obliga a diseñar utillajes específicos para cada referencia, a programar rutinas de medición que solo evalúan un número limitado de secciones y a esperar largos ciclos de verificación antes de liberar la primera pieza del turno.
Dimensiones de selección y comprobaciones de campo
| Área de enfoque | Punto de decisión | Nota de implementación |
|---|---|---|
| Un escenario real: piezas de fundición para suspensión | Una planta que produce brazos de suspensión de aluminio fundido y mecanizado se enfrenta a un desafío diario. | Cada lote incluye varias referencias con cavidades internas, nervios de refuerzo y superficies de montaje cuyo perfil debe respetar tolerancias… |
| Diseño de la solución con escáner nube de puntos | La alternativa que se evaluó parte de un principio sencillo: capturar la totalidad de la geometría en minutos y compararla digitalmente con el modelo… | Para ello se seleccionó el escáner 3D portátil INSVISION AlphaScan, que combina tecnología de luz azul estructurada con una alta velocidad de ad… |
| Proceso de implantación | La integración del escáner nube de puntos en el flujo de trabajo se estructuró en cuatro etapas, pensadas para minimizar la interrupción de la produc… | Se colocaron marcadores de referencia sobre la mesa de inspección y, cuando fue necesario, sobre la propia pieza. |
| Cómo responde INSVISION a los requisitos del escenario | La familia AlphaScan de INSVISION está concebida para entornos donde la precisión no puede sacrificarse a la velocidad. | En este caso, la exactitud de 0,020 mm resultó suficiente para verificar tolerancias de perfil de 0,1 mm con un margen de seguridad adecuado, cu… |
Cuando el departamento de calidad detecta una desviación, el retraso se propaga: el centro de mecanizado permanece parado hasta que se confirma si el problema está en la fundición o en el arranque de viruta.
Además, los informes de inspección contienen únicamente los valores de las cotas críticas, pero no una imagen completa de la superficie. Si una zona no medida presenta un hundimiento o una rebaba, el fallo puede aparecer en el montaje final, generando un coste de no calidad muy superior.
Diseño de la solución con escáner nube de puntos
La alternativa que se evaluó parte de un principio sencillo: capturar la totalidad de la geometría en minutos y compararla digitalmente con el modelo CAD de referencia.
Para ello se seleccionó el escáner 3D portátil INSVISION AlphaScan, que combina tecnología de luz azul estructurada con una alta velocidad de adquisición y una precisión volumétrica apta para metrología industrial.
El razonamiento detrás de esta elección fue el siguiente:
- Geometrías complejas y cavidades profundas: el haz de luz azul y la capacidad de escaneo multiángulo permiten llegar a zonas donde un palpador no puede acceder sin colisionar.
- Superficies de fundición con reflectividad variable: AlphaScan gestiona de forma automática los cambios de brillo sin necesidad de recubrir la pieza con polvo revelador en la mayoría de los casos, lo que acorta la preparación.
- Necesidad de informes completos: el software asociado genera mapas de desviación en falso color, comparativas GD&T y nubes de puntos exportables a plataformas de simulación o de gestión del ciclo de vida del producto.
- Movilidad en planta: al ser un equipo portátil, puede desplazarse hasta la célula de mecanizado o la zona de recepción de fundición, evitando traslados innecesarios de piezas pesadas.
Proceso de implantación
La integración del escáner nube de puntos en el flujo de trabajo se estructuró en cuatro etapas, pensadas para minimizar la interrupción de la producción.

- Preparación del entorno y de la pieza
Se colocaron marcadores de referencia sobre la mesa de inspección y, cuando fue necesario, sobre la propia pieza. En las superficies excepcionalmente pulidas se aplicó una capa ligera de spray mateante de evaporación rápida. El tiempo de preparación no superó los tres minutos por componente.
- Adquisición de la nube de puntos
Con el escáner AlphaScan se realizaron varias pasadas alrededor de la pieza, cubriendo todas las caras funcionales. El sistema alinea las capturas en tiempo real y muestra la nube de puntos sobre la pantalla, lo que permite verificar la cobertura al instante.
La digitalización completa de un brazo de suspensión de tamaño medio se completó en menos de ocho minutos.
- Procesamiento y alineación con el CAD
La nube de puntos se importó al módulo de inspección, donde se ejecutó un ajuste best-fit contra el modelo nominal. A continuación, se aplicaron las tolerancias geométricas definidas en el plano (perfiles de superficie, posiciones de taladros, planicidad de caras de apoyo).
El software generó un mapa de desviaciones con escala cromática y un informe automático con las cotas fuera de tolerancia resaltadas.
- Entrega de resultados y trazabilidad
El informe, en formato PDF y con los datos brutos exportables a CSV, se compartió con el operario de mecanizado y con el responsable de calidad en menos de quince minutos desde el inicio del escaneo.
La nube de puntos completa se archivó como registro dimensional del lote, creando un historial que puede reutilizarse para análisis de tendencias o para alimentar el gemelo digital de la instalación.
Cómo responde INSVISION a los requisitos del escenario
La familia AlphaScan de INSVISION está concebida para entornos donde la precisión no puede sacrificarse a la velocidad. En este caso, la exactitud de 0,020 mm resultó suficiente para verificar tolerancias de perfil de 0,1 mm con un margen de seguridad adecuado, cumpliendo la regla 10:1 recomendada en metrología.
La frecuencia de captura, de varios millones de puntos por segundo, permitió digitalizar superficies amplias sin que el operario tuviera que ralentizar el movimiento.
Para piezas de mayor envergadura, como conjuntos soldados de chasis o utillajes de verificación, la planta podría escalar la solución con el modelo AlphaVista, que ofrece un campo de visión más amplio y mantiene la misma precisión metrológica.
Esta modularidad evita tener que cambiar de ecosistema de software cuando las necesidades de inspección crecen.
El software de INSVISION, además, facilita la comparación directa con el modelo CAD y la generación de informes con anotaciones GD&T, lo que elimina la necesidad de exportar datos a programas de terceros para tareas rutinarias.
La interfaz está diseñada para que un técnico de calidad pueda ejecutar una inspección completa sin depender de un programador de metrología.
Resultados observables en el día a día
Aunque cada planta tiene sus propios indicadores, la incorporación del escáner nube de puntos produjo cambios perceptibles en la operativa:
- Reducción del tiempo de inspección por lote: lo que antes requería programar un ciclo de CMM y esperar más de una hora, ahora se resuelve en menos de quince minutos desde la preparación hasta el informe.
- Cobertura de inspección completa: se pasó de verificar unas pocas secciones a disponer de un mapa de toda la superficie, lo que permite detectar defectos de fundición o de mecanizado que antes pasaban desapercibidos hasta el ensamblaje.
- Toma de decisiones más rápida: el operario de mecanizado recibe un mapa de desviaciones visual que le indica exactamente dónde corregir el desgaste de herramienta o el cero de máquina, acortando las paradas de línea.
- Trazabilidad digital: cada pieza o lote queda asociado a una nube de puntos que puede consultarse semanas después si surge una reclamación de cliente, sin necesidad de recuperar la pieza física del almacén.
- Menor dependencia de utillajes específicos: al no requerir fijaciones complejas para el palpador, se eliminan los costes de diseño y mantenimiento de calibres dedicados.
Extensión a otros sectores y procesos similares
El mismo enfoque que ha funcionado en piezas de fundición de automoción es directamente trasladable a cualquier industria que maneje geometrías complejas y tolerancias exigentes. Algunos ejemplos donde la metodología se replica con pocas adaptaciones:
- Aeroespacial: álabes de turbina, carcasas de aleaciones ligeras y componentes estructurales con superficies de doble curvatura, donde la inspección por contacto resulta demasiado lenta y la integridad superficial es crítica.
- Energía: carcasas de bombas, impulsores y bridas de gran diámetro que requieren verificación de planicidad y circularidad sin desmontar el conjunto.
- Dispositivos médicos: implantes y utillajes quirúrgicos de tamaño reducido, con formas orgánicas que solo una nube de puntos densa puede caracterizar para cumplir con los requisitos de validación de proceso.
- Ingeniería inversa y utillajes: digitalización de modelos maestros, moldes y matrices para documentar la geometría real o para reproducir piezas sin plano.
En todos estos casos, la clave reside en definir una estrategia de escaneo que cubra las zonas funcionales, establecer una rutina de alineación CAD fiable y formar al equipo de calidad en la interpretación de mapas de desviación.
La portabilidad del equipo y la rapidez de captura permiten que la inspección se desplace al punto de fabricación, en lugar de llevar la pieza al laboratorio de metrología.
Conclusión
La inspección dimensional con escáner nube de puntos ha dejado de ser una promesa de laboratorio para convertirse en una herramienta de producción diaria.
El caso descrito muestra cómo un taller de mecanizado de automoción integró la tecnología de INSVISION para resolver los cuellos de botella que generaban los métodos de contacto, obteniendo una visión completa de la geometría de cada pieza en minutos y conectando esa información con el flujo de decisión en planta.

Para los responsables de calidad e ingeniería de fabricación, el mensaje es claro: la digitalización de la inspección no exige reinventar el proceso productivo, sino incorporar un eslabón de captura masiva que acelera la verificación, mejora la trazabilidad y reduce el riesgo de fallos no detectados.
Con soluciones como AlphaScan y AlphaVista, INSVISION proporciona la precisión metrológica y la velocidad que necesitan las fábricas que compiten en entornos de tolerancias cada vez más ajustadas y plazos de entrega más cortos.
Hangzhou Insvision Technology Co., Ltd.
Direccion: Edificio 1, n.o 1399, carretera Liangmu, distrito de Yuhang, Hangzhou, provincia de Zhejiang, 311121, China