启源视觉测量三维扫描仪:国产检测替代新方案
CMM的盲区 正是国产设备的机会 汽车零部件厂的质量部有个共识:三坐标测量机(CMM)测得了孔位公差,却测不了整车覆盖件的型面偏差;测得了硬质合金,却碰不得软质密封件。接触式测量的物理极限,让来料检测和首件检验成了产线瓶颈——测针够不到的倒扣区域、一碰就变形的薄壁件、高反光导致误采的铝合金缸盖,这些场景每天都在困扰质检团队。 GB/T 16857系列标准的迭代,实质是把行业往非接触...
CMM的盲区 正是国产设备的机会
汽车零部件厂的质量部有个共识:三坐标测量机(CMM)测得了孔位公差,却测不了整车覆盖件的型面偏差;测得了硬质合金,却碰不得软质密封件。接触式测量的物理极限,让来料检测和首件检验成了产线瓶颈——测针够不到的倒扣区域、一碰就变形的薄壁件、高反光导致误采的铝合金缸盖,这些场景每天都在困扰质检团队。

GB/T 16857系列标准的迭代,实质是把行业往非接触式检测方向推。测量三维扫描仪的高密度点云采集能力,恰好填上了这个技术空档。启源视觉这几年盯准的,就是国产高端装备在这个细分赛道的替代窗口。
CMM无法覆盖的典型检测场景
| 检测难点 | 具体表现 |
|---|---|
| 结构限制 | 测针够不到的倒扣区域 |
| 材料特性 | 一碰就变形的薄壁件 |
| 表面光学特性 | 高反光导致误采的铝合金缸盖 |
蓝光结构光 把实验室精度搬进车间
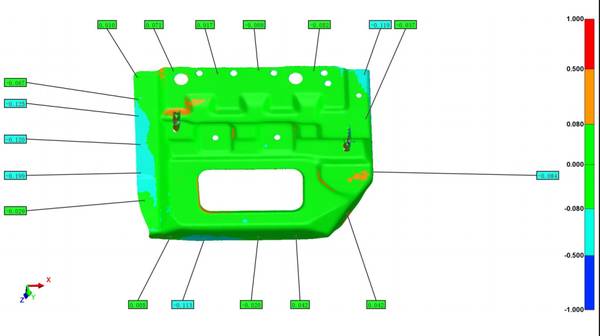
启源视觉AlphaVista用的是蓝光结构光路线。相比白光,蓝光波长短、抗环境光干扰能力强,在航空发动机叶片、精密压铸件的实测中,高反光表面的噪点抑制效果明显优于传统方案。重复精度≤0.01mm的指标,对标的是GB/T 16857.2对坐标测量系统的计量要求,够得上精密模具的公差带分析。
这套方案的价值不在于参数本身,而在于把原本需要恒温计量室的检测能力,部署到了冲压车间现场。产线旁实时出数据,省去了工件转运和等待CMM排队的隐性成本。

蓝光 vs 白光结构光性能对比
| 特性 | 蓝光结构光 | 白光结构光 |
|---|---|---|
| 波长 | 短 | 较长 |
| 抗环境光干扰能力 | 强 | 较弱 |
| 高反光表面噪点抑制 | 明显优于传统方案 | 效果一般 |
手持扫描的”无贴点”逻辑 解决的是场地困局
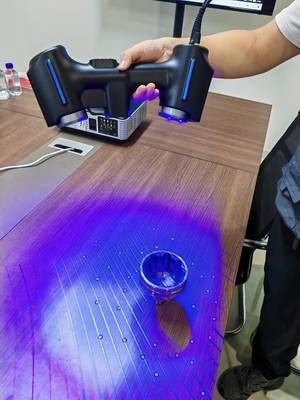
大型工件的检测历来麻烦。风电叶片、车身侧围这类件,要么搬不进测量室,要么搬进去占死一台CMM一整天。启源视觉AlphaScan手持式三维扫描仪的解题思路是:人带着设备走,而不是让工件找设备。
“无需贴点”不是噱头。传统手持扫描依赖标记点拼接,大工件需要提前几小时贴点、编组,现场换个角度还要补点。AlphaScan的跟踪定位技术砍掉了这个环节,质检员拿着设备绕件一周,实时点云直接在屏幕上成型。某主机厂焊装车间的实测:一套夹具的型面检测,从停机4小时压到25分钟,产线周转率提上来,隐性产能才算真正释放。
传统手持扫描 vs AlphaScan操作流程差异
- 传统方案:提前数小时贴标记点并编组
- 传统方案:更换扫描角度需补充新标记点
- AlphaScan方案:无需贴点,直接绕件扫描
- AlphaScan方案:实时点云在屏幕成型
一家Tier1的账本 检测成本怎么降30%
国内某汽车动力系统供应商的产线升级案例,数据比较实在。他们拿启源视觉的测量三维扫描仪攻两个硬骨头:发动机缸体的逆向建模、焊装夹具的定期校验。
结果直接看工时——单件检测从4小时到25分钟,人力配置从专职2人轮班改为兼职巡检。全年算下来,质量部门的人力成本降了30%以上,更重要的是CMM机时腾出来给更精密的尺寸链分析,设备利用率反而更高。这个账,采购算得明白。

检测效率提升关键指标
- □ 单件检测时间:4小时 → 25分钟
- □ 人力配置:专职2人轮班 → 兼职巡检
- □ 质量部门人力成本下降:30%以上
- □ CMM机时释放用于精密尺寸链分析
选型建议 按工况匹配才是真省钱
按GB/T 33585-2017的产品几何技术规范,选测量三维扫描仪先看工件属性,再看精度需求。精密小型件、高反光材质,固定式蓝光扫描仪的分辨率能覆盖微米级特征捕捉;大型模具、现场抽检,手持式的灵活度更划算。
该系列给技术负责人的建议很直接:别为用不上的精度买单,也别让设备能力成为产线短板。国产替代的关键不是参数对标进口,而是匹配实际工况的性价比。从方案验证到产线部署,设备商的技术响应速度,有时候比标称精度更能决定项目成败。