

结构光三维扫描仪正在改写汽车零部件质检规则
CMM的瓶颈:当精度遇上节拍 汽车Tier1供应商的质检车间里,三坐标测量机(CMM)仍在运转,但产线经理的焦虑却在累积。一台发动机缸体的型面检测,测头需完成数千次触发式采样,换向、回退、再逼近——单件耗时动辄两三小时。GB/T 1184对形位公差的管控要求越来越严,而CMM的"单点触发"模式却像一道无形的节拍器,锁死了产线提速的空间。 更棘手的是柔性问题。新品导入时,夹具重新标定...
CMM的瓶颈:当精度遇上节拍
汽车Tier1供应商的质检车间里,三坐标测量机(CMM)仍在运转,但产线经理的焦虑却在累积。一台发动机缸体的型面检测,测头需完成数千次触发式采样,换向、回退、再逼近——单件耗时动辄两三小时。GB/T 1184对形位公差的管控要求越来越严,而CMM的”单点触发”模式却像一道无形的节拍器,锁死了产线提速的空间。
更棘手的是柔性问题。新品导入时,夹具重新标定、测头路径重编,调试周期以天计;深色橡胶密封件、高亮镀铬饰条的反光干扰,让接触式测量也无从下手。当自动化产线以分钟级节拍推进时,质检环节却卡在小时级,这道鸿沟倒逼企业寻找替代方案。结构光三维扫描仪的出现,为这一困境提供了新的解决思路。
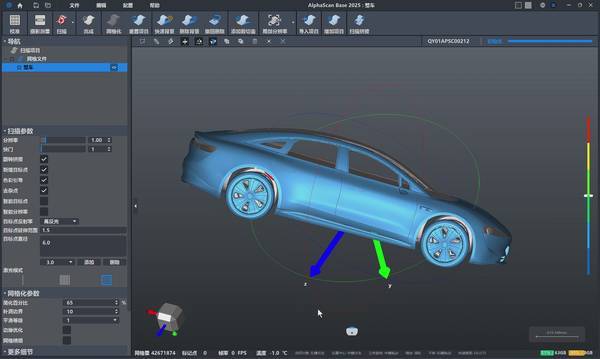
结构光技术:从实验室到计量级现场
非接触式光学测量的突破,让结构光三维扫描仪成为工业质检的新选项。其技术内核在于:通过投射特定编码的光栅图案,由双相机捕捉形变,以三角测量原理重建三维点云。0.02mm的精度等级、百万级点云密度、全场一次性捕获——这些参数意味着复杂曲面的型面偏差可被完整量化,而非CMM式的离散采样。

启源视觉的迭代方向很清晰:让结构光方案从”可用”走向”好用”。针对汽车行业的深色注塑件、高亮金属件,其光路系统优化了多频相移算法,多数场景下免喷粉即可成像;设备架构对标GB/T 39798-2020《工业三维扫描通用技术规范》,在精度验证、环境适应性、数据接口等维度满足计量级要求。对采购决策者而言,这意味着国产设备在性能逼近进口品牌的同时,将售后响应周期和备件成本压至可控区间。
结构光三维扫描仪关键参数与能力对比
| 特性 | CMM(传统) | 结构光三维扫描仪 |
|---|---|---|
| 测量方式 | 接触式单点触发 | 非接触式全场捕获 |
| 单件检测耗时 | 动辄两三小时 | 分钟级(如62分钟 vs 186分钟) |
| 点云密度 | 离散采样 | 百万级点云密度 |
| 典型精度 | 依赖GB/T 1184标准 | 0.02mm精度等级 |
| 适用表面 | 受反光/材质限制小(但需接触) | 经优化后可测深色/高亮件(免喷粉) |
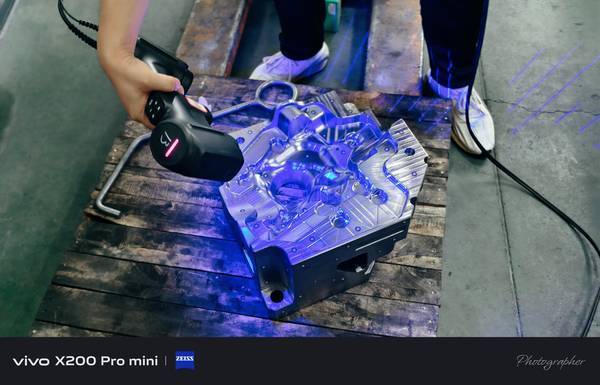
AlphaScan手持方案:把计量室搬到工位旁
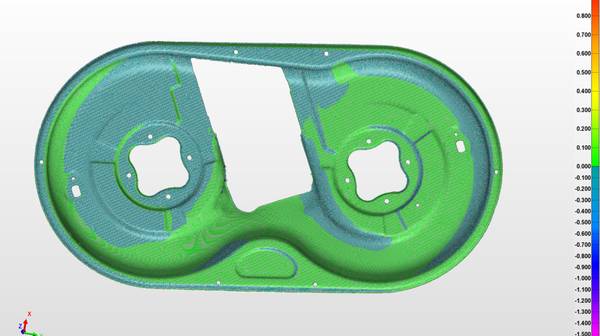
产线末端的来料检测,传统流程是:叉车转运→吊装上架→恒温等待→CMM测量。启源视觉AlphaScan手持式结构光三维扫描仪试图压缩这一链条。1.2kg的机身重量、无线数据传输、内置惯性导航的实时拼接——操作人员可直接在机加线旁对毛坯件进行首件检验,无需标记点,无需固定工位。
某变速箱壳体供应商的应用场景颇具代表性:工件重逾80kg,以往转运至CMM需占用行车和专职人员,单次往返40分钟;改用AlphaScan后,质检员携设备至工位,5分钟完成全尺寸扫描,点云与CAD模型自动比对,公差带超差区域以色谱直观呈现。这种”即拿即扫”的作业模式,实质是将计量能力下沉到制造现场,减少在制品积压,压缩问题响应周期。
AlphaScan手持扫描适用条件检查清单
- □ 工件可在产线旁直接测量,无需转运
- □ 无需喷粉或表面预处理
- □ 无需粘贴标记点
- □ 操作人员可单人携带设备作业
- □ 扫描结果支持与CAD模型自动比对
AlphaVista蓝光系统:攻克高反光件的成像盲区
航空发动机叶片、精密注塑模具的检测,长期受困于表面反光造成的相位解包裹失败。启源视觉AlphaVista蓝光三维扫描仪采用450nm窄带光源配合偏振滤光,将环境杂散光抑制在阈值以下。对镜面粗糙度Ra0.4的模具型腔,无需哑光处理即可获取完整点云;0.01mm的重复性精度,支撑叶片前缘微特征的几何量溯源。

这一技术特性直接关联到工艺闭环。模具车间可将扫描数据反馈至CAM环节,修正电极补偿值;航空零部件供应商则能以非接触方式完成叶身型面的100%全检,替代传统的样板比对。在国产替代语境下,这类设备的导入不仅是对进口CMM的补充,更是在特定场景下的能力升级。
高反光件扫描作业流程步骤
- 使用450nm窄带蓝光光源配合偏振滤光抑制杂散光
- 对镜面粗糙度Ra0.4的模具型腔直接扫描,无需哑光处理
- 获取完整点云数据,确保叶片前缘等微特征被精确捕获
- 将扫描数据反馈至CAM系统,修正电极补偿值
- 或用于航空零部件100%全检,替代样板比对
实测验证:效率与精度的再平衡
华东某汽车Tier1供应商的导入案例提供了量化参照。该企业的复杂结构件此前依赖两台进口CMM,双班运行仍无法满足产能爬坡,且接触式测头的力控偏差导致偶发性误判。
引入启源视觉结构光三维扫描仪后,检测流程重新拆分:关键基准尺寸由CMM保留,型面轮廓与形位公差改由结构光方案覆盖。实测数据显示:单件检测周期从186分钟降至62分钟,效率提升3倍;非接触测量消除了测头半径补偿和人为找正误差,误判率由4.2%降至1.7%。按年产30万件测算,设备投资回收期控制在14个月以内。
这一案例的启示在于:结构光三维扫描仪并非CMM的彻底替代者,而是在效率与精度之间建立新的平衡点。对采购决策者而言,评估的核心维度已从”能否测准”转向”能否融入产线节拍”——这正是国产设备厂商当前的发力点。
华东汽车Tier1供应商实测关键数据摘要
- □ 单件检测周期:186分钟 → 62分钟(效率提升3倍)
- □ 误判率:4.2% → 1.7%
- □ 年产量:30万件
- □ 设备投资回收期:≤14个月
- □ 检测策略:关键基准尺寸保留CMM,型面与形位公差由结构光覆盖





