三维影像扫描仪选型实战:启源视觉Alpha系列如何打通工业质检”最后一公里”
当曲面公差遇上产线节拍:工业测量的隐性成本正在被重新计算 模具型腔的R角偏差、涡轮叶片的壁厚一致性、白车身的间隙面差——这些藏在图纸里的质量红线,传统接触式测量往往要搭设专用检具、规划测量路径、等待恒温环境,一套流程下来,产线已空转数小时。更棘手的是逆向工程场景:样件拆解、手工测绘、曲面拟合,周期动辄以周计算,新品导入的窗口期就这样被测量环节吃掉。 光学测量技术的代际跃迁正在改写这...
当曲面公差遇上产线节拍:工业测量的隐性成本正在被重新计算
模具型腔的R角偏差、涡轮叶片的壁厚一致性、白车身的间隙面差——这些藏在图纸里的质量红线,传统接触式测量往往要搭设专用检具、规划测量路径、等待恒温环境,一套流程下来,产线已空转数小时。更棘手的是逆向工程场景:样件拆解、手工测绘、曲面拟合,周期动辄以周计算,新品导入的窗口期就这样被测量环节吃掉。

光学测量技术的代际跃迁正在改写这一局面。非接触式三维影像扫描仪以”即扫即得”的数据流替代了”点对点”的探针触碰,测量效率从小时级压缩至分钟级。启源视觉作为工业计量赛道的深耕者,其Alpha系列产品线瞄准的正是这个痛点:让高精度数据采集从实验室走向嘈杂的产线现场,让测量环节从生产瓶颈变成质量闸门。
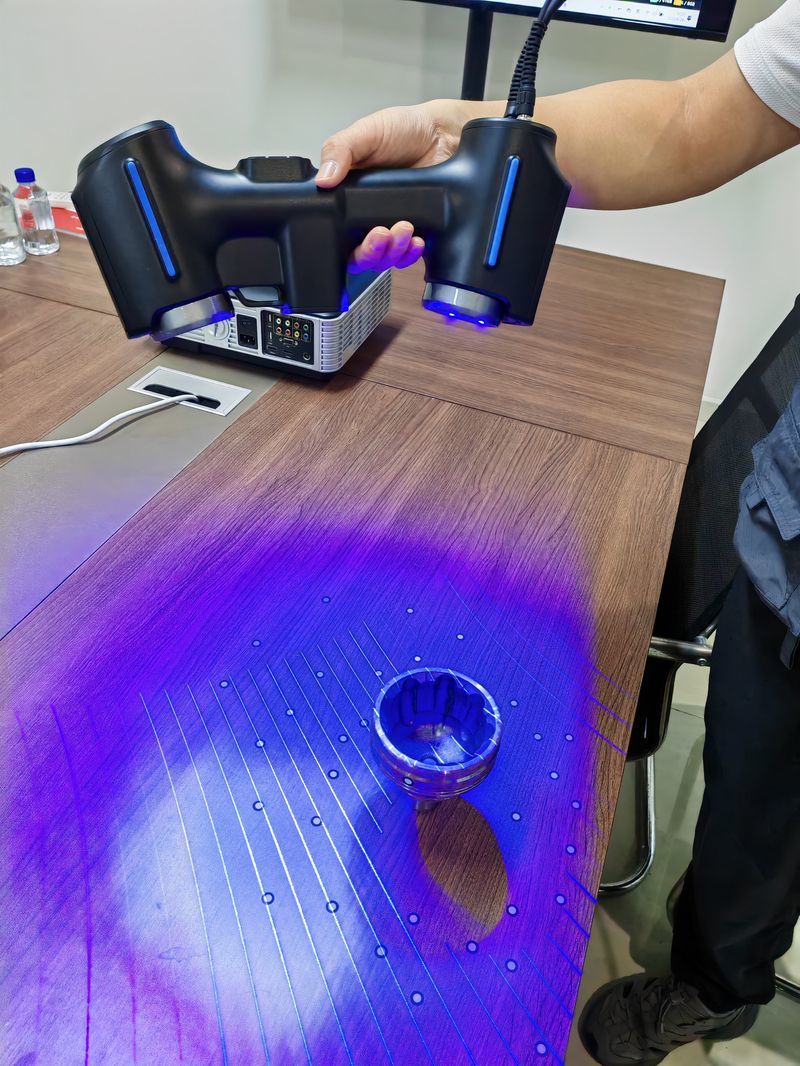
AlphaScan:把测量室”折叠”进操作员的手掌
某压铸模具厂的现场工程师有过这样的经历:一套重达8吨的保险杠模具出现局部磨损,传统方案是吊装至三坐标测量室,排队等待、恒温平衡、编程测量,全程6小时起步。而启源视觉AlphaScan手持式三维影像扫描仪的介入,让测量动作简化为”手持绕扫”——操作员在机台旁完成扫描,点云数据实时回传,15分钟内即可输出磨损区域的曲面偏差色谱图。
这种”去中心化”的测量能力,源于AlphaScan对工业现场环境的针对性设计。设备采用自定位跟踪技术,无需外部定位装置;多线激光阵列配合高帧率工业相机,在工件表面曲率突变处仍能保持数据连续性。对于大型覆盖件、深腔模具、异形管路这类”三坐标测不到、拍照式扫不全”的复杂几何,手持扫描的灵活性展现出不可替代的价值。
“秒级建模”并非修辞。实测数据显示,AlphaScan对中型模具的完整扫描可在3-5分钟内完成,点云密度足以支撑0.05mm级精度的曲面重建。模具修复所需的加工余量分析、装配验证中的间隙计算,由此从离线作业转为在线决策。
AlphaScan核心能力与典型应用场景对比
| 能力/场景 | 说明 |
|---|---|
| 测量效率 | 中型模具完整扫描3-5分钟,点云密度支持0.05mm级曲面重建 |
| 适用对象 | 大型覆盖件、深腔模具、异形管路等“三坐标测不到、拍照式扫不全”的复杂几何 |
| 部署方式 | 手持绕扫,无需外部定位装置,可在机台旁完成 |
| 输出成果 | 15分钟内输出磨损区域的曲面偏差色谱图 |
AlphaVista:蓝光技术如何筑牢计量基线
如果说AlphaScan解决的是”能不能测”的可达性问题,AlphaVista蓝光三维影像扫描仪回应的则是”测得准不准”的计量级需求。
白光扫描设备在工业现场的软肋在于环境光敏感性——车间顶灯的频闪、邻近工位的弧焊火花、甚至窗外射入的自然光,都可能引入噪点、造成层错。AlphaVista采用的窄带蓝光技术,通过特定波长的光学滤波与编码光场设计,将环境干扰抑制在系统噪声基底以下。这意味着设备无需暗室条件,即可在产线旁实现稳定计量。
精度指标是另一道分水岭。AlphaVista的重复精度达到亚微米级(≤5μm),体积精度控制在0.02mm/m以内。这组数字的工业语义是:航空发动机叶片的型面轮廓度检测、精密轴承的滚道圆度分析、医疗植入物的表面粗糙度量化——这些曾经依赖实验室级设备的场景,现在可以被”下沉”到制造现场。

某航发叶片供应商的质量总监给出过这样的反馈:引入AlphaVista后,叶片首件检验的周期从2天缩短至4小时,且数据采集的完整性(全型面覆盖 vs 截面抽检)让工艺问题的追溯效率提升了不止一个数量级。
AlphaVista关键性能指标与工业应用价值
| 性能指标 | 工业价值说明 |
|---|---|
| 重复精度 | 亚微米级(≤5μm) |
| 体积精度 | 0.02mm/m以内 |
| 抗环境干扰能力 | 窄带蓝光技术抑制环境光干扰,无需暗室即可在产线旁稳定计量 |
| 典型应用 | 航空发动机叶片型面轮廓度检测、精密轴承滚道圆度分析、医疗植入物表面粗糙度量化 |
| 效率提升 | 叶片首件检验周期从2天缩短至4小时,全型面覆盖提升问题追溯效率 |
软件定义测量:从点云到决策的闭环有多长?
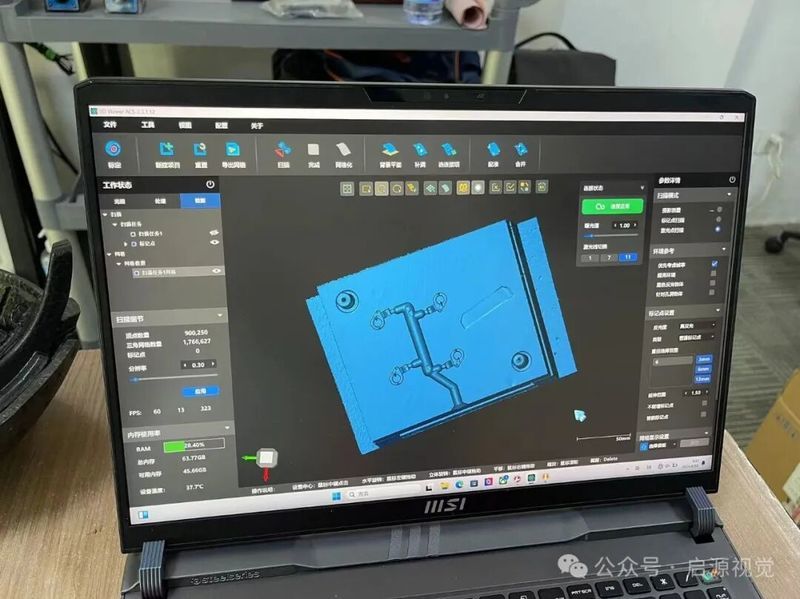
硬件的物理极限只是起点。在工业B2B采购的决策链条中,一个常被低估的隐性成本是”数据后处理”——点云去噪、坐标对齐、曲面拟合、报告编制,这些环节如果依赖人工操作或第三方软件,设备的三维影像扫描仪投资回报率将被大幅稀释。
启源视觉的应对策略是构建端到端的软件栈。其配套系统内置了自适应点云滤波算法,可自动识别并剔除飞点、噪点;CAD比对模块支持主流工业格式的直接导入,偏差色谱与GD&T标注一键生成;报告模板则覆盖了PPAP、AS9100等行业的合规性要求。对于已部署MES或QMS系统的企业,扫描数据可通过标准化接口实现无缝流转。
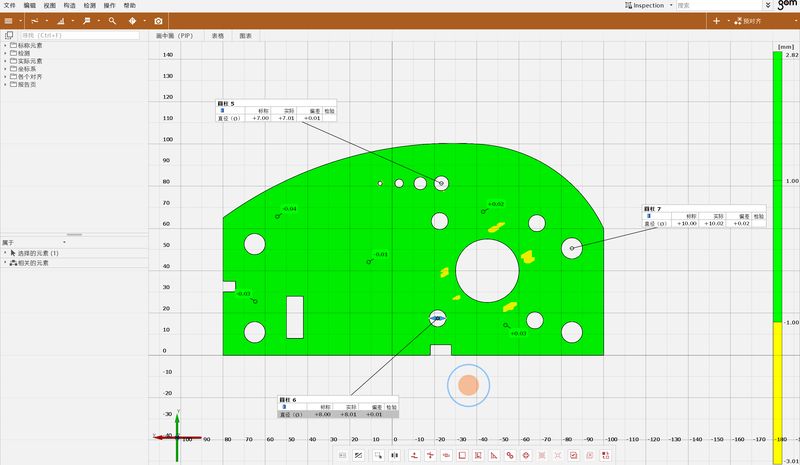
这种”硬件即系统”的设计理念,降低了操作员的技术门槛,也压缩了从扫描动作到质量决策的时滞。某汽车零部件企业的质量部门测算过:相比此前采用的”扫描仪+第三方软件”组合,启源视觉方案的完整工作流效率提升了约40%,且数据一致性(不同操作员、不同班次的结果可比性)显著改善。
该系列端到端软件栈核心功能流程
- 自适应点云滤波:自动识别并剔除飞点、噪点
- CAD比对:支持主流工业格式直接导入,一键生成偏差色谱与GD&T标注
- 合规报告生成:覆盖PPAP、AS9100等行业要求
- 系统集成:通过标准化接口将扫描数据无缝流转至MES或QMS系统
工业级三维影像扫描仪选型避坑检查清单
- □ 精度冗余与工况匹配:测量不确定度应控制在公差带的1/3至1/10之间
- □ 环境鲁棒性的真实边界:要求供应商在振动、粉尘、温变等模拟工况下演示,而非仅看理想环境检测报告
- □ 服务网络的响应密度:考察供应商本地化支持能力,包括校准维护、故障排查、应用培训
选型避坑指南:工业级三维影像扫描仪的三条铁律
面对市场上从万元级到百万级的产品谱系,采购决策者需要穿透参数表的迷雾,锚定三个核心维度:
精度冗余与工况匹配。亚微米级精度对模具精修是刚需,对钣金件检测则可能是成本浪费。关键问题是:你的公差带是多少?测量不确定度应控制在公差带的1/3至1/10之间——这是计量学的基本准则,也是避免过度投资的锚点。
环境鲁棒性的真实边界。实验室标称精度与产线实测精度往往存在落差。考察设备时,应要求供应商在振动、粉尘、温变等模拟工况下演示,而非仅看理想环境的检测报告。工业级与非工业级设备的本质分野,正在于此。
服务网络的响应密度。三维影像扫描仪作为精密光学设备,校准维护、故障排查、应用培训都需要本地化支持。供应商的服务网点覆盖、备件库存深度、技术团队的行业经验,是保障设备OEE(设备综合效率)的底层基础设施。
该系列的Alpha系列产品线,正是围绕这三条铁律展开的工业级设计。从手持式到蓝光固定式,从硬件光学到底层算法,其技术栈的构建逻辑始终指向同一个目标:让高精度测量在真实的制造现场可靠运行,而非停留在实验室的理想条件下。
结语
工业质检的数字化转型,从来不是单点设备的替换,而是测量范式与决策流程的重构。三维影像扫描仪的价值,不仅在于把”测得准”变成”测得快”,更在于让质量数据从归档的PDF变成流动的生产要素。该系列Alpha系列的实践表明:当光学测量技术真正适配工业现场的复杂性,测量环节就从成本中心转化为竞争力来源——这或许是制造业精益进化中,最值得重新评估的隐性价值。