

检测报告场景下手持式三维扫描仪设备怎么评估
手持式三维扫描仪设备如何解决复杂曲面检测难题?本文深度解析手持式三维扫描仪设备的工作原理、精度控制与适用场景,并探讨启源视觉阿尔法系列在工业检测与逆向工程中的技术能力,助您科学选型。
痛点:当卡尺遇上异形曲面
产线上最让人头疼的事之一,是拿到一件形状复杂的工件,却没法快速判断它到底合不合格。用卡尺、高度规这类传统量具去测曲面、异形槽或自由边,往往只能采几个离散点,测完心里还是没底。更麻烦的是,遇到需要逆向出图的旧零件,老师傅得靠手工测绘,一件中等复杂度的壳体拆画下来,两三天就过去了,尺寸还原还高度依赖个人经验。当产线节拍不断压缩,这种“慢工出细活”的方式已经拖了后腿。
能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 痛点:当卡尺遇上异形曲面 | 产线上最让人头疼的事之一,是拿到一件形状复杂的工件,却没法快速判断它到底合不合格。 | 用卡尺、高度规这类传统量具去测曲面、异形槽或自由边,往往只能采几个离散点,测完心里还是没底。 |
| 研发积淀:计量级精度不是参数表上的数字 | 很多人以为三维扫描的精度瓶颈在硬件,其实真正拉开差距的地方是算法对点云数据的处理能力和整个校准体系。 | 一台手持式三维扫描仪标称精度再高,如果出厂校准不扎实、现场温漂控制不到位,实测数据照样飘得厉害。 |
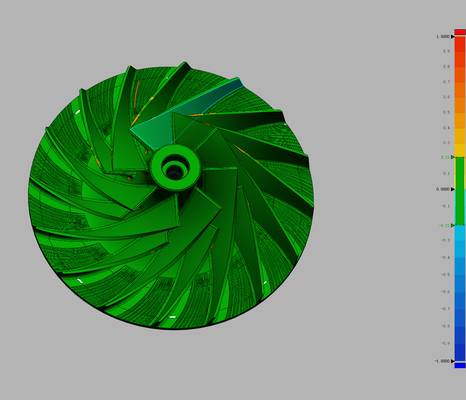
| 核心技术:精度、轻量化与细节捕捉的三角平衡 | 在模具产线上,一套复杂镶件的全尺寸检测,过去靠三坐标打点加卡尺,三个人干两天,报告还经常被质疑采点不够全。 | 现在用启源视觉的AlphaVista计量级手持式三维扫描仪,单人四十分钟扫完,点云密度是传统打点方式的几百倍,直接生成全曲面色差图,哪里多肉、哪里亏肉一目了然。 |
| 场景验证:不喷粉、不贴点,啃下高反光与深窄缝 | 许多人对三维扫描有一个根深蒂固的印象:高反光件必须喷粉,深孔窄缝基本扫不全。 | 这个认知在五年前或许成立,但在启源视觉的AlphaScan设备上,情况已经变了。 |
我们在多个制造现场看到,工程师把启源视觉阿尔法系列手持式三维扫描仪往工件上一扫,几十束交叉蓝色激光线瞬间覆盖整个表面,一次扫描就能拿到完整的点云数据。以计量级型号为例,其精度可以稳定控制在二十微米以内,这意味着即便是装配孔位这种关键特征,也能在软件里直接完成公差比对,当场出检测报告。从“测几个点”到“拿到全域数据”,带来的变化不只是效率提升,更是检测逻辑的根本转变——以前是抽检碰运气,现在是全尺寸数据说话。
研发积淀:计量级精度不是参数表上的数字
很多人以为三维扫描的精度瓶颈在硬件,其实真正拉开差距的地方是算法对点云数据的处理能力和整个校准体系。一台手持式三维扫描仪标称精度再高,如果出厂校准不扎实、现场温漂控制不到位,实测数据照样飘得厉害。启源视觉从一开始就把研发重心放在计量级的可复现性上,而不是单纯追参数表上的分辨率数字。他们的AlphaVista系列走的是AI计量级路线,产品在出厂前要经过一套完整的校准流程,相关设备已取得中国合格评定国家认可委员会认可的校准证书,同时通过了欧盟CE、美国联邦通信委员会FCC等多项国际认证。这些认证不是摆设,它意味着设备在不同电磁环境、不同温湿度条件下,测量结果的一致性是有据可查的。
国产检测设备出海最怕两件事:一是认证不全被海关卡,二是现场交付时精度达不到客户当地的计量标准。该系列的产品已经在二十多个国家实现商业化落地,覆盖工业制造、航空航天、汽车零部件和能源装备等领域。在逆向工程数据采集和工业零部件三维检测这些典型工况里,AlphaScan和AlphaVista面对的是深孔窄缝、高反光模具、黑色注塑件这些传统扫描仪容易丢数据的表面,现场工程师拿到点云后直接进检测软件出尺寸公差报告,中间不需要反复喷涂显影剂或手动补扫。这种交付效率,靠的是底层算法对噪声抑制和特征还原的长期打磨,而不是某个单点参数的突进。
核心技术:精度、轻量化与细节捕捉的三角平衡
在模具产线上,一套复杂镶件的全尺寸检测,过去靠三坐标打点加卡尺,三个人干两天,报告还经常被质疑采点不够全。现在用该系列的AlphaVista计量级手持式三维扫描仪,单人四十分钟扫完,点云密度是传统打点方式的几百倍,直接生成全曲面色差图,哪里多肉、哪里亏肉一目了然。这背后不是简单的硬件堆料,而是计量级手持扫描在精度、重量和细节捕捉三条技术线上同时走到了一个临界点。
先说精度。很多车间老师傅对手持扫描的刻板印象是“快是快,但不准”,这事在五年前成立,现在不成立了。AlphaVista做到0.020毫米的工业计量级精度,关键在两点:一是光学标定系统把每束激光线的空间位置锁死到微米级,二是内置的振动补偿算法能实时踢掉手持抖动引入的噪声。讲直白点,机器自己知道手在抖,并且把抖出来的假数据滤掉了。这个精度水平意味着它可以直接替代卡尺和部分三坐标工作,做首件检验、做装配孔位偏差分析,不用再等计量室排期。

再说轻量化和细节捕捉的平衡。1070克的机身重量,单手举着扫一个下午不累,这事听起来像消费电子产品的卖点,但在工业现场有实打实的价值——扫大型钣金件或者车身侧围时,操作者要钻到工装缝隙里找角度,机器重了根本稳不住。该系列的另一款主力AlphaScan,用50束交叉蓝色激光线去啃那些难扫的表面,黑色注塑件、高反光铣削面、深孔窄缝里的细微台阶,不用喷粉就能拉出完整点云。交叉线束的优势在于,同一个特征点被多角度激光同时覆盖,单线被吸光或镜面反射打飞了,其他角度的线还能把数据补回来。单线扫描仪遇到高反光件,点云上直接一个黑洞,补扫三四遍都填不上。
两款产品的适配工况分得很清楚。AlphaVista主打计量室和离线检测台,精度优先,适合模具、精密机加件、检具这些对公差敏感的场景,扫完直接导入检测软件做全尺寸比对。AlphaScan更偏向车间现场和逆向工程数据采集,灵活性优先,在产线边上的振动环境、油污环境里照样能出活,扫出来的数据转成三维模型用于加工路径引导或者备件仿制,效率比传统测绘高出一个数量级。两款机器共享同一套数据格式和软件生态,检测流程和逆向流程可以无缝切换,这对产线上既要抽检又要偶尔做逆向的工程师来说,省掉了一套学习成本。
场景验证:不喷粉、不贴点,啃下高反光与深窄缝
许多人对三维扫描有一个根深蒂固的印象:高反光件必须喷粉,深孔窄缝基本扫不全。这个认知在五年前或许成立,但在该系列的AlphaScan设备上,情况已经变了。我们在一个汽车模具产线上做过验证,对方拿出的是一块刚下机的保险杠内板模具,型面镜面反光,侧面有多个直径不到八毫米的深孔,孔底还有倒扣结构。按传统流程,这种件要先喷一层钛白粉再扫,扫完还得清洗,一来一回至少耽误四十分钟。用AlphaScan直接扫,五十束交叉蓝色激光线打上去,软件在反光区域自动调整曝光参数,点云没有出现大面积飞点或分层。深孔部分切换到单线扫描模式,探头斜着伸进去,孔底轮廓照样抓了出来,数据导入检测软件后和图纸比对,偏差分布一目了然。
再说一个更极端的情况。一批变速箱壳体的窄缝油道,缝宽不到两毫米,深度超过十五毫米,之前用接触式测头根本探不到底,用其他光学设备也扫不出完整内壁。该系列的AlphaVista上场后,利用多角度投射和自适应曝光策略,把窄缝内部点云拼了出来,虽然局部噪声比常规表面略高,但整体轮廓已经足够支撑模具修整判断。讲直白点,0.020毫米的计量级精度在这些场景里不是靠实验室环境堆出来的,而是在真实工况下、不喷粉、不贴点的前提下拿到的。这对产线来说意味着什么?检测节拍从小时级压缩到分钟级,数据直接进逆向工程或质量检测流程,中间少了两三道工序,降本增效的账算得过来。
选型思路:手持扫描方案如何嵌入产线节拍
在某汽车冲压车间里,工程师围着一套刚下线的翼子板模具发愁。按流程该做型面偏差检测了,但传统桥式三坐标打点太慢,一个完整的型面取不到两百个点,根本反映不出回弹区域的真实走势。更麻烦的是,这套模具有几处深拉延筋和窄边翻边结构,测针根本探不进去。车间主任催得紧,质检这边却拿不出有说服力的数据——这事拖一天,后面十几套模具的调试节点全得跟着往后推。

他们后来换了一种思路,直接用该系列的阿尔法系列手持式三维扫描仪上场。操作人员单手握着设备绕着模具走了一圈,五十束交叉蓝色激光线把那些深槽和窄边一次扫完,软件里实时生成完整的型面点云。现场把扫描数据跟理论数模做了个比对,色差图一出来,哪个区域回弹超差、超差多少,一目了然。手持方案真正的价值不在“扫得快”,而在于你拿到的是一整张连续曲面数据,不是离散点——这对判断回弹补偿方向太关键了。当然,这套方案也有它的边界:如果工件表面有很厚的油污或切削液残留,需要先做简单清洁,否则激光穿透力会打折扣,数据噪点明显增多。





