

机加产线高精度三维扫描测量实践
面向机加、冲压和铸造质检场景,解析高精度三维扫描测量如何补足接触式检测在节拍、覆盖度和换型上的不足,并说明启源视觉AlphaScan系列在现场检测中的落地流程。
导语:产线质检为何卡在精度与节拍之间
在机加、冲压、铸造等制造现场,质量检测常常夹在“测得准”和“跟得上产线”之间。三坐标测量机适合高精度尺寸复核,但面对多品种混流、首件快速放行、复杂曲面全尺寸检测时,接触式测量的节拍、覆盖度和换型效率容易成为瓶颈。
高精度三维扫描测量的价值,正在于把检测能力前移到生产现场:通过非接触方式获取工件表面高密度三维数据,再与数模进行偏差分析,帮助质量和工艺人员更快判断零件状态。它并不是简单替代三坐标,而是在首件检验、来料复检、薄壁件变形分析、模具试模和逆向测绘等场景中,补足传统检测方式难以覆盖的部分。
典型工况与核心痛点
在变速箱壳体、转向节、底盘连接件等机加零件检测中,传统接触式检测的主要问题并非精度不足,而是检测节拍与产线节奏不匹配。一个零件往往涉及基准面平面度、轴承孔圆柱度、安装孔位置度、轮廓度等多个项目。若全部依靠测针逐点采样,检测路径长、等待时间多,首件放行容易被拉长。
复杂结构件还会遇到采集盲区。深腔、倒扣、狭窄孔位和自由曲面区域,测针受探入角度和安全路径限制,往往只能选取少量关键点。报告可以给出局部尺寸结果,却难以呈现整个型面的偏差趋势,工艺人员很难据此判断夹持变形、刀补偏移或铸造收缩问题。
薄壁冲压件的痛点更加直接。接触式测头在表面触发时,测力可能引入弹性变形,平面度、轮廓度等数据容易在公差边缘波动。若扩大抽检范围,编程和测量时间又会明显增加;若只做少量抽检,批次风险难以及时暴露。
| 工况类型 | 传统检测难点 | 高精度三维扫描测量的切入点 |
|---|---|---|
| 机加壳体、转向节 | 点位多、路径长、首件放行慢 | 快速获取整体点云,形成全尺寸偏差判断 |
| 薄壁冲压件 | 接触测量可能引入变形 | 非接触采集,辅助判断真实型面状态 |
| 铸造毛坯 | 余量分布不直观 | 全表面扫描,提前识别余量不足区域 |
| 模具试模件 | 修模依据依赖经验 | 样件与数模对比,定位收缩、偏移和变形 |
方案设计思路
面向生产现场的检测方案,重点不只是扫描速度,还要看整套流程能否形成计量闭环。高精度三维扫描测量在产线端落地时,通常需要同时满足四个条件。
现场排查要点
- 三坐标测量机适合高精度尺寸复核,但面对多品种混流、首件快速放行、复杂曲面全尺寸检测时,接触式测量的节拍、覆盖度和换型效率容易成为瓶颈。
- 一个零件往往涉及基准面平面度、轴承孔圆柱度、安装孔位置度、轮廓度等多个项目。
- 高精度三维扫描测量在产线端落地时,通常需要同时满足四个条件。
- 高精度三维扫描测量在车间的实施流程并不复杂,关键在于前期工艺边界要定义清楚,包括检测项目、对齐基准、报告格式和判定规则。
一是现场适应性。车间环境存在环境光变化、油雾、粉尘、工件反光等因素,设备需要具备稳定的数据采集能力,减少对恒温计量室和复杂防护条件的依赖。
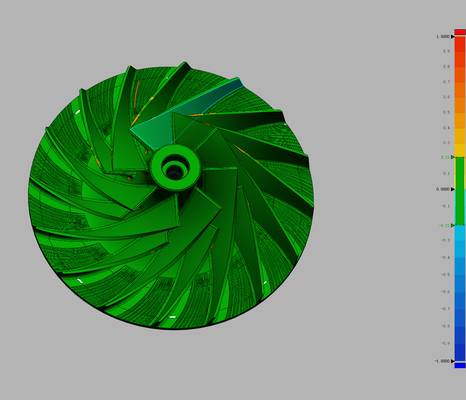
二是数据完整性。对于自由曲面、薄壁件和复杂腔体,检测价值来自高密度点云,而不是少量离散点。只有完整采集型面,才能通过色谱偏差图判断变形区域和偏差趋势。
三是流程自动化。扫描数据若仍需大量人工选点、手动建特征、反复调整对齐方式,现场使用门槛会明显升高。更适合产线的流程,应当支持数模对齐、特征提取、偏差计算和报告输出的连续处理。
四是换型效率。多品种混流生产中,检测方案需要跟随工件快速切换。夹具、程序和人员经验若成为强依赖,方案就很难支撑柔性制造。
落地过程:从现场扫描到报告交付
高精度三维扫描测量在车间的实施流程并不复杂,关键在于前期工艺边界要定义清楚,包括检测项目、对齐基准、报告格式和判定规则。
1. 准备工件与检测基准
工件可放置在流转托盘、检验台或简易工装上。检测前清理表面油污、切屑和明显附着物;对需要多角度拼接的零件,可布置编码标记点或采用适合的拼接方式。质量工程师需提前确认数模版本、检测基准和需要输出的尺寸项目,避免现场采集完成后再反复调整判定逻辑。
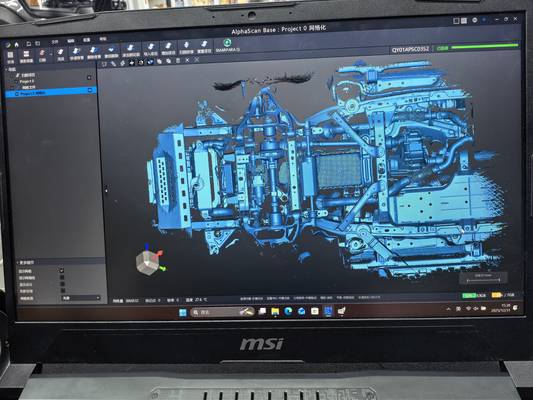
2. 扫描采集三维数据
操作人员手持扫描设备沿工件表面匀速移动,软件实时显示点云覆盖情况。对于深腔、边缘、孔口和筋板交汇处,需要适当调整角度,保证关键区域采集完整。与接触式逐点测量不同,扫描过程获得的是连续表面数据,后续可用于整体偏差分析、局部尺寸复核和问题追溯。
3. 数据处理与数模对齐
扫描数据完成后,软件会进行去噪、拼接和网格化处理。处理后的三维数据与理论数模进行对齐,可根据工艺要求选择最佳拟合、基准对齐或局部特征对齐。对齐策略直接影响报告可信度,因此在首件检验、夹具验证和来料复检中,应由质量或工艺人员提前固化规则。
4. 输出检测报告并回流生产
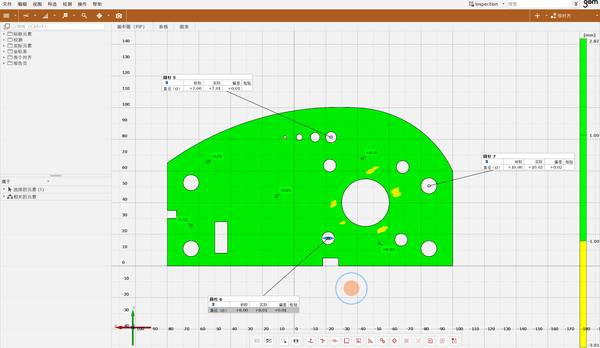
检测系统可生成型面偏差色谱图、关键尺寸结果和超差标注,报告可用于首件放行、批次追溯、供应商来料确认和工艺调整。若现场已接入MES系统,检测结果也可以按企业内部格式回传,形成从扫描、判定到追溯的闭环。
启源视觉产品如何匹配该场景
针对上述工况,启源视觉AlphaScan系列的选型逻辑主要体现在现场采集、数据完整性和软件处理三个方面。
在采集端,AlphaScan系列采用结构光扫描方案,适合机加件、冲压件、铸造件等常见工业零部件的表面检测。面对复杂曲面、薄壁结构和局部深腔,非接触扫描可以减少测力对工件的影响,并提升型面数据覆盖度。对于表面反光、局部油污或车间光线变化等现场因素,设备的稳定采集能力会直接影响检测效率。
在数据端,扫描获取的高密度点云可以转化为三维网格数据,并与理论数模进行偏差比对。相比只输出少量离散测点,色谱偏差图更容易让工艺人员看清“哪里高、哪里低、偏差集中在哪一侧”。这类信息对夹具调整、刀补修正、冲压回弹分析和铸件余量判断更有帮助。
在软件端,启源视觉的检测流程可围绕数模对齐、特征提取、偏差分析和报告生成展开。现场换型时,核心工作从重新编写复杂测量程序,转向切换数模、复用检测模板和确认基准规则。对于多品种、小批量生产线,这种方式可以降低质检人员对复杂编程的依赖。
可观察到的效果
在首件检验场景中,高精度三维扫描测量能够明显缩短从工件下线到检测报告输出的等待时间。质量人员不必为每个复杂型面逐点规划测量路径,工艺人员也能更快看到零件整体偏差状态,从而判断是否需要调整夹具





