
Comment evaluer scanner 3D portable pour le controle industriel
Découvrez comment un scanner 3D portable réduit les rebuts et accélère le contrôle en production. Optimisez vos coûts et la traçabilité qualité en atelier.

Dans un atelier où les cadences s’accélèrent et les tolérances se resserrent, la pression sur le contrôle dimensionnel n’a jamais été aussi forte.
Pourtant, de nombreuses usines continuent de déplacer des pièces lourdes ou encombrantes vers une machine à mesurer tridimensionnelle fixe, créant des goulets d’étranglement et retardant les décisions correctives.
Ce décalage entre le rythme de production et celui de la mesure pèse directement sur les coûts de non-qualité, les rebuts et la capacité à tenir les délais de livraison.
Un scanner 3D portable change cette équation. En amenant la métrologie au plus près de la pièce, il compresse les cycles de contrôle, fiabilise les données et donne aux équipes les moyens de réagir avant qu’une dérive ne se propage à toute une série.
Cet article examine, sous l’angle de la rentabilité opérationnelle, comment une solution comme celles de la gamme INSVISION peut réduire les coûts de mesure, limiter les rebuts et renforcer la traçabilité qualité, sans jamais tomber dans la promesse irréaliste.
1. Les goulets d’étranglement de la métrologie traditionnelle
Avant d’envisager un scanner 3D portable, il faut regarder en face ce que coûtent réellement les méthodes de mesure classiques, au-delà du prix d’achat des instruments.
Déplacement et immobilisation des pièces. Chaque aller-retour entre l’îlot de fabrication et la salle de métrologie mobilise un moyen de manutention, occupe un opérateur et immobilise la pièce parfois plusieurs heures.
Pour des outillages, des moules ou des ensembles mécano-soudés de dimensions moyennes à grandes, ce temps mort se traduit par une perte de capacité productive.
Mesures lacunaires et extrapolations. Bras articulés, colonnes de mesure ou jauges manuelles capturent des points discrets. Sur des surfaces gauches, des congés complexes ou des zones difficilement accessibles, l’opérateur multiplie les palpages, extrapole entre les points et accepte des zones non mesurées.
Le nuage de points obtenu est lacunaire ; il ne reflète pas fidèlement la géométrie réelle. En contrôle premier article ou en rétro-ingénierie, chaque itération peut prendre des heures, allongeant le délai de validation et retardant le lancement série.
Dépendance à l’expertise et délais de rapport. L’interprétation des résultats demande souvent un métrologue expérimenté. Le rapport de contrôle peut arriver le lendemain, alors que la production a déjà avancé.
Une non-conformité détectée tardivement se transforme en rebut ou en reprise coûteuse, alors qu’une correction précoce n’aurait affecté que quelques pièces.
Ces trois mécanismes – temps d’immobilisation, données incomplètes, délai de décision – constituent des postes de coût bien réels, même s’ils n’apparaissent pas toujours dans les tableaux de bord classiques.
2. Comment le scan 3D portable recompose le flux de contrôle
Un scanner 3D portable, tel que l’AlphaScan d’INSVISION, capture des millions de points en quelques secondes, sans contact et sans rupture de données, même sur les formes organiques. L’intégration dans le flux de travail se fait en quatre étapes qui éliminent les ressaisies manuelles et les allers-retours.
Numérisation sur site. L’opérateur scanne la pièce directement en atelier, sans préparation lourde. Les surfaces mates, rugueuses ou sablées passent sans apprêt ; les surfaces brillantes ou noires peuvent nécessiter un poudrage léger, validé sur échantillon.
La capture est assez rapide pour s’insérer entre deux opérations d’usinage.

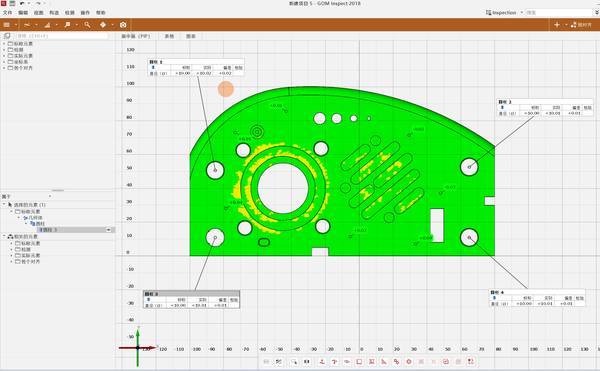
Alignement et comparaison automatiques. Le nuage de points est immédiatement aligné sur le modèle CAO de référence dans le logiciel 3D INSVISION. Une cartographie des écarts en fausses couleurs apparaît, lisible par tous, du régleur au responsable qualité.
L’analyse ne consiste plus à éplucher des colonnes de chiffres, mais à parcourir visuellement les zones critiques, isoler une section et vérifier une cotation GD&T précise.
Rapport normé et horodaté. Le rapport de contrôle est généré en un clic, prêt à être partagé avec le client ou archivé pour la traçabilité qualité. Ce flux continu – scan, comparaison, revue, rapport – comprime le cycle de mesure de plusieurs heures à quelques minutes.
Réactivité face aux dérives. L’opérateur peut vérifier une première pièce sans interrompre le flux de production. Si un écart apparaît, il corrige un paramètre d’usinage avant que la non-conformité ne se propage à toute la série. La donnée fiable n’est plus confinée au laboratoire ;
elle devient un levier de réactivité pour l’atelier.
3. Les leviers de réduction des coûts et d’amélioration de la performance
L’apport d’un scanner 3D portable se lit sur plusieurs postes de coût, sans qu’il soit besoin de chiffres miraculeux.
Diminution des rebuts et des reprises. En détectant une dérive dimensionnelle dès la première pièce ou en cours de série, on évite de produire des pièces non conformes qui finiront au rebut ou nécessiteront une reprise. Le coût matière, le temps machine et la main-d’œuvre gaspillés sont directement réduits.
Réduction du temps d’immobilisation des pièces et des machines. Une pièce qui reste sur l’îlot pour être scannée en quelques minutes ne bloque pas la suite de la production. Les machines-outils ne tournent pas en aveugle en attendant un feu vert de la métrologie.
Allègement de la charge sur les métrologues experts. La comparaison automatique et la cartographie visuelle rendent l’interprétation accessible à un opérateur formé, libérant les spécialistes pour des tâches à plus forte valeur ajoutée.
La dépendance à un petit nombre de profils expérimentés diminue, ce qui réduit le risque de goulot humain.
Accélération du délai de mise en production. En contrôle premier article, le cycle scan-rapport est si court que la validation intervient dans la même journée, voire dans l’heure. Le lancement série est plus rapide, ce qui améliore la réactivité face aux commandes clients et peut raccourcir le délai de livraison.
Traçabilité et confiance client. Un rapport horodaté, normé et visuel renforce la crédibilité du dossier qualité. En cas de litige, la preuve de conformité est immédiatement disponible. Cette traçabilité constitue un actif immatériel qui pèse dans la relation fournisseur-client.
4. Cadre d’évaluation de la valeur opérationnelle
Plutôt que d’avancer des pourcentages génériques, chaque entreprise peut estimer le potentiel d’un scanner 3D portable en documentant quelques indicateurs simples sur un périmètre pilote. Le tableau ci-dessous propose une trame d’évaluation à adapter à son contexte.

| Poste de coût | Indicateur à suivre avant déploiement | Ce que le scan 3D portable peut changer |
|---|---|---|
| Temps de mesure par pièce | Durée totale entre le prélèvement et le rapport disponible | Réduction significative du cycle, mesure en parallèle de la production |
| Taux de rebut / retouche lié à la non-conformité dimensionnelle | Nombre de pièces rebutées ou reprises sur une période donnée | Détection plus précoce, correction avant propagation |
| Délai de validation premier article | Temps écoulé entre la fin d’usinage et le feu vert qualité | Passage de plusieurs heures à quelques minutes |
| Charge des métrologues | Heures consacrées à des mesures répétitives ou à l’interprétation de données lacunaires | Recentrage sur l’analyse et l’amélioration continue |
| Immobilisation des moyens de manutention | Nombre de déplacements de pièces lourdes vers la salle de mesure | Mesure sur site, suppression de la plupart des manutentions |
L’exercice consiste à mesurer ces indicateurs sur une famille de pièces représentative, puis à projeter l’effet d’un cycle de contrôle ramené à quelques minutes, avec des données complètes et un rapport immédiat.
Même sans chiffrage précis, l’écart entre la pratique actuelle et le flux cible donne une idée réaliste du retour sur investissement.
5. INSVISION : là où la valeur opérationnelle se matérialise
Les scanners 3D portables de la gamme INSVISION, comme l’AlphaScan, sont conçus pour fonctionner en environnement industriel, avec une bonne tolérance aux vibrations ambiantes modérées. Cette robustesse évite d’avoir à isoler la zone de mesure, ce qui simplifie l’intégration dans l’atelier.
Le logiciel 3D INSVISION assure l’alignement automatique sur le modèle CAO et génère une cartographie des écarts en quelques secondes. L’opérateur n’a pas besoin de compétences avancées en programmation de MMT ; la prise en main est rapide, ce qui facilite le déploiement sur plusieurs postes.
Les points de validation avant déploiement – stabilité thermique, éclairage parasite, répétabilité sur pièce réelle – sont documentés et peuvent être vérifiés lors d’une phase de test. Cette approche prudente garantit que le scanner 3D portable apportera la cadence et la fiabilité attendues, sans mauvaise surprise.
6. Mise en œuvre progressive : trois scénarios prioritaires
Pour un responsable de production ou un directeur industriel, l’enjeu n’est pas de tout changer d’un coup, mais de cibler les applications où le gain est le plus tangible.
Scénario 1 – Contrôle premier article. C’est souvent le point de départ le plus évident. Le scanner 3D portable réduit le délai de validation et fournit un rapport visuel qui facilite le dialogue avec le bureau d’études et le client.
La mise en production est accélérée, et le risque de lancer une série avec une non-conformité non détectée diminue.
Scénario 2 – Inspection en cours de série sur pièces complexes. Pour les pièces présentant des surfaces gauches, des congés difficiles ou des zones inaccessibles au palpeur, le scan 3D portable capture la géométrie complète en une seule opération.
L’opérateur peut vérifier une cote fonctionnelle critique à intervalles réguliers et ajuster le process avant que la dérive ne devienne coûteuse.
Scénario 3 – Rétro-ingénierie et reconception d’outillages. Lorsqu’il faut reproduire une pièce sans modèle CAO ou réparer un outillage usé, le scanner 3D portable fournit un nuage de points dense qui alimente directement la reconstruction surfacique.
Le temps de rétro-ingénierie est divisé, et la précision du modèle obtenu facilite l’usinage ou la fabrication additive.
Dans chaque cas, une phase pilote de quelques semaines, avec des indicateurs simples (temps de mesure, nombre de non-conformités détectées, délai de rapport), permet de confirmer la valeur avant d’étendre le déploiement.
7. Conclusion
Un scanner 3D portable n’est pas un simple instrument de mesure supplémentaire. C’est un levier opérationnel qui rapproche la métrologie de la production, réduit les temps morts, limite les rebuts et renforce la traçabilité.
En adoptant une approche progressive, centrée sur les applications à fort impact, les responsables d’atelier et les directions industrielles peuvent transformer une contrainte qualité en avantage concurrentiel, sans jamais perdre de vue la réalité des coûts.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082