

检测报告场景下激光三维扫描器怎么评估
传统三坐标检测耗时长且易漏检,导致产线停机与修模返工成本高企。启源视觉激光三维扫描器以面阵采集与高精度点云数据,显著缩短检测周期,降低废品率,助力工厂数字化升级与降本增效。
非接触式激光三维扫描的底层逻辑并不复杂——用线代替点,用面代替线。激光线投射到工件表面,传感器接收反射光,基于三角测距解算出每个点的空间坐标,一秒采集几十万甚至上百万个点,直接生成完整的三维点云。工业级设备跟消费级产品的分水岭就在这里:不是能不能扫,而是扫出来的数据敢不敢直接进尺寸判定流程。启源视觉在开发AlphaVista这类计量级激光三维扫描器时,核心要攻克的不是实验室指标,而是重复性和环境鲁棒性。车间里有振动、温度波动、油污,扫描仪必须在这种条件下依然稳定输出0.020毫米级别的数据。这靠的是硬件层面的激光器选型与光路设计,加上算法侧的点云去噪和补偿策略,而不是在恒温房里跑个理想数据就交差。
一句话,工业级激光三维扫描器的技术设计标准,最终要回答一个问题:这套数据能不能直接替代三坐标报告。能,就省掉了排队等待的时间,省掉了反复装夹定位的工时,也省掉了因采样点不足导致的漏判风险。在车间现场面对黑色高反光件、深孔窄缝这些工况时能不能稳住,才是决定它能不能上产线的关键。
两套硬件,两种解题思路
产线上越来越多的精密件开始用三维扫描替代卡尺和检具做首件检验,一个绕不开的问题随之而来:一台设备能不能同时吃透小尺寸工件的复杂细节,又扛得住大型结构件在车间现场的柔性测量需求?启源视觉给出的思路是拆成两台设备来做——AlphaScan主攻精细扫描,AlphaVista负责灵活场景下的高性能数据采集,两套硬件和算法优化的方向从根上就不一样。
能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 两套硬件,两种解题思路 | 产线上越来越多的精密件开始用三维扫描替代卡尺和检具做首件检验,一个绕不开的问题随之而来:一台设备能不能同时吃透小尺寸工件的复杂细节,又扛得住大型结构件在车间现场的柔性测量需求? | 启源视觉给出的思路是拆成两台设备来做——AlphaScan主攻精细扫描,AlphaVista负责灵活场景下的高性能数据采集,两套硬件和算法优化的方向从根上就不一样。 |
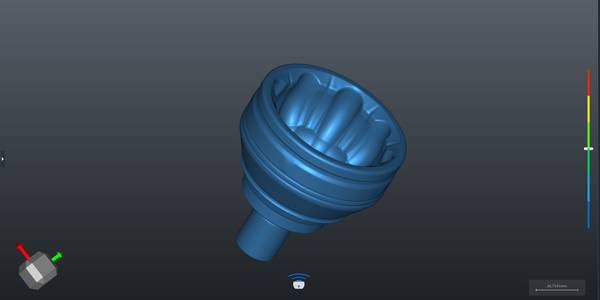
| 深孔、高反光、大工件:三个典型场景的实测复盘 | 过去检测一个深孔窄缝模具,老师傅得用内径千分表一个点一个点地测,单件耗时二十多分钟,还只能取几个截面数据。 | 现在用启源视觉AlphaScan激光三维扫描器,几分钟就能把整个型腔扫完,几十万个点云直接生成全尺寸检测报告。 |
| 选型不踩坑:让设备能力对上工件特征 | 产线质量管控的节奏这几年明显在加快。 | 过去靠卡尺、检具抽检几件就能交差的日子,现在行不通了——客户要求全尺寸报告,交期还压得紧。 |
| 检测提速只是表面,数据资产才是底牌 | 近两年,一个明显的变化正在产线端发生——越来越多工厂开始用三维扫描替代传统的检具、三坐标和卡尺,来做首件检验和过程抽检。 | 驱动力很直接:传统测量方式跟不上了。 |
AlphaScan面对的工况很明确:小型精密件、模具纹理、高反光表面。这些场景最怕点云噪点多、边缘发虚。它的硬件设计把50束交叉蓝色激光线作为核心骨架,这个参数不是堆数量,而是为了让激光线从多个角度同时覆盖同一特征。深孔、窄缝、陡峭边缘这些传统扫描容易丢数据的区域,靠交叉结构把点云密度拉起来。算法侧的重点放在材质自适应上,黑色反光件、半透明材料不用喷粉就能直接扫,操作人员不用在预处理上花时间,数据出来直接进检测软件做尺寸比对。对每天要检几十个件的质检岗来说,省掉的是实打实的重复劳动。
AlphaVista的定位更偏向“现场机动性”。大型工件、工装夹具、产线改造时的逆向测绘,这些场景没法把被测物搬到实验室,只能设备就着工件走。它的硬件优化方向是轻量化和稳定性,1070克的手持设计让工程师能单手操作,举着扫车架、扫焊接总成不会胳膊发酸。更关键的是算法对动态扫描的补偿——人在移动过程中难免有抖动和速度变化,点云拼接如果靠事后处理,现场就没法判断数据是不是采全了。AlphaVista的实时解算策略把拼接误差控制在计量级,扫完就能看到完整的三维模型,哪里漏了当场补扫,不用拉回办公室才发现缺数据再跑一趟车间。这两款激光三维扫描器的技术取舍,说到底是对工业现场“一次做对”这个硬需求的回应。

深孔、高反光、大工件:三个典型场景的实测复盘
过去检测一个深孔窄缝模具,老师傅得用内径千分表一个点一个点地测,单件耗时二十多分钟,还只能取几个截面数据。现在用该系列AlphaScan激光三维扫描器,几分钟就能把整个型腔扫完,几十万个点云直接生成全尺寸检测报告。这中间的差距,不只是效率,更是数据完整性的代差。深孔窄缝的难点在于激光束难以深入底部,普通扫描仪扫出来的点云往往在孔底出现大片缺失。AlphaScan的50束交叉蓝色激光线设计,让细光束能从多个角度挤进窄缝,把孔底和侧壁的细节一次抓全。现场实测时,特意挑了一个孔径8毫米、深度45毫米的注塑模具冷却水道,扫描后点云与三坐标打点数据比对,孔底偏差控制在0.03毫米以内,没有出现塌边或数据空洞。
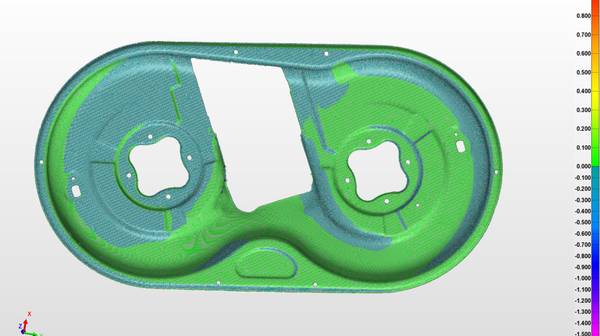
高反光模具是另一类难题。镜面抛光表面容易产生飞点和分层,传统做法是喷一层显像剂,但喷粉会引入额外厚度误差,清洗也麻烦。AlphaScan在处理这类工件时,靠自适应激光功率调节和点云后处理算法,不喷粉直接扫。拿一副高光镜面汽车灯罩模具做验证,扫描结果与标准数模比对,型面偏差分布均匀,没有出现局部跳点或分层错位。高反光件能扫出完整、可用的点云,比标称精度更重要。这套设备在现场跑下来,对深孔窄缝和高反光模具的适应性,确实解决了之前靠人工测量和喷粉扫描都搞不定的问题。
选型不踩坑:让设备能力对上工件特征
产线质量管控的节奏这几年明显在加快。过去靠卡尺、检具抽检几件就能交差的日子,现在行不通了——客户要求全尺寸报告,交期还压得紧。不少工厂开始上三维扫描,但踩过坑的都知道,一台设备包打天下根本不现实。小零件用大范围扫描仪,细节抓不住;大工件用手持式一点点扫,效率又跟不上。选型这件事,说到底是要让设备能力跟工件的特征对上号。

该系列的AlphaScan和AlphaVista,就是照着这个思路设计的。 AlphaScan针对的是中小型精密件,比如注塑模具的型腔、精密铸件、机加后的结构件,工件尺寸通常在十几厘米到半米左右。 它用50束交叉蓝色激光线,能把窄缝、棱边这些容易丢数据的地方扫全。 现场操作时,工程师把工件往转台上一放,几分钟就能拿到完整的点云,直接跟数模比对出报告。 AlphaVista则更适合大型工件和复杂工装,像汽车白车身分总成、大型检具、风电铸件这类,尺寸动辄一两米甚至更大。 它采用跟踪式架构,扫描头可以灵活移动,不用贴标记点就能连续采集,数据直接对齐到工装坐标系里。
两个产品没有谁更好,只有用在不对的地方才别扭——选型前拿一件典型工件试扫一次,看数据完整性和操作时间,比看参数表管用得多。
检测提速只是表面,数据资产才是底牌
近两年,一个明显的变化正在产线端发生——越来越多工厂开始用三维扫描替代传统的检具、三坐标和卡尺,来做首件检验和过程抽检。驱动力很直接:传统测量方式跟不上了。一个稍微复杂的结构件,用三坐标打点,单件测量周期动辄二三十分钟,碰上曲面多、特征密的工件,编程和走点的时间比加工本身还长。检测环节卡住,后面的装配、交付全得等,这是很多车间调度最头疼的问题。

该系列的AlphaVista计量级手持激光三维扫描器,在这个环节带来的改善是实打实的。 它一次扫描就能把整个工件的三维形貌完整采集下来,50束交叉蓝色激光线覆盖下,曲面、边缘、孔位同步获取,不用像三坐标那样一个点一个点去碰。 单件检测时间从几十分钟压缩到几分钟,首件检验不用再单独占一个班次的时间窗口,过程抽检的频次可以提上去,批次放行的决策更快。 更关键的是数据形态变了——以前留下的是一份份纸质报告和离散的测点数据,现在每个批次都有一套完整的点云和三维模型存档。 这些数据沉淀下来,后续做趋势分析、模具磨损预判、工艺参数回调,都有了可追溯的基准。
检测效率提升只是表面收益,真正值钱的是这套数据资产,它让质量管控从“事后把关”变成了“过程可回溯、问题可定位”的持续改善闭环。





