
Como evaluar metrología 3D industrial en inspección industrial
En muchas plantas de mecanizado y estampación, el cuello de botella de calidad se atribuye erróneamente a la máquina de medición por coordenadas.

En muchas plantas de mecanizado y estampación, el cuello de botella de calidad se atribuye erróneamente a la máquina de medición por coordenadas. La realidad es otra: el verdadero atasco aparece antes, en la incapacidad de capturar datos geométricos completos a la velocidad que exige el ritmo de producción.
Mientras una pieza espera para ser inspeccionada, el torno o la prensa siguen trabajando a ciegas. Si la validación del primer artículo se demora, el riesgo de generar lotes enteros fuera de tolerancia se dispara.
Lista de validación en planta
| Área de enfoque | Punto de decisión | Nota de implementación |
|---|---|---|
| Pieza objetivo | Validar tamaño, superficie y tolerancias críticas frente a la tarea de escaneo | Hacer una prueba completa con una pieza representativa |
| Flujo de datos | Comprobar nube de puntos, mapa de desviaciones e informe de calidad | Confirmar formatos de exportación y responsables de revisión |
| Uso en planta | Revisar formación, calibración, iluminación y espacio de trabajo | Convertir la prueba en referencia para aplicaciones repetidas |
La metrología 3D industrial, integrada correctamente en el flujo de taller, rompe esa dinámica al proporcionar nubes de puntos densas, trazables y listas para tomar decisiones de proceso en segundos.
Condiciones reales de planta y limitaciones de la medición tradicional
El entorno productivo impone sus propias reglas: vibraciones, fluctuaciones de temperatura, operarios con distintos niveles de formación y una presión constante por reducir los tiempos de parada. Los calibres pasa‑no pasa y los útiles de verificación tradicionales ofrecen una visión binaria;
no dicen nada sobre tendencias de desgaste de herramienta ni derivas de proceso. Una máquina de medición por coordenadas con palpado por contacto, aunque precisa, obliga a elegir unos pocos puntos de muestreo en superficies de forma libre, alabeadas o con radios compuestos.
Ese salto de fe es incompatible con tolerancias GD&T ajustadas, habituales en automoción y aeroespacial, donde un perfil no conforme puede derivar en un fallo funcional.

Flujo de trabajo práctico
- Condiciones reales de planta y limitaciones de la medició… — El entorno productivo impone sus propias reglas: vibraciones, fluctuaciones de temperatura, operarios con distintos niveles de fo…
- Cómo el escaneo 3D se integra en el flujo de inspección — El escaneo 3D no es un paso aislado de inspección.
- Puntos de validación antes de implantar un sistema de met… — Antes de introducir un sistema de metrología 3D industrial en planta, conviene detenerse y comprobar varios factores.
- Cómo los productos INSVISION responden a estos desafíos — Los sistemas de metrología 3D industrial de INSVISION están diseñados para funcionar al pie de máquina.
El segundo límite es la continuidad de los datos. Un palpador entrega nubes de puntos dispersas; no genera una malla densa que describa la pieza completa. Cuando ingeniería de calidad necesita analizar desviaciones de forma o estudiar tendencias, los huecos entre puntos medidos esconden defectos locales.
El tercer cuello de botella son los plazos: programar una inspección por contacto para una primera pieza compleja puede llevar horas, y si el utillaje no está listo, el plazo se alarga aún más.
En este escenario, la metrología 3D industrial con escaneo láser azul captura millones de puntos en segundos y elimina la dependencia del utillaje, pero el punto de partida es reconocer que el método tradicional ya no da más de sí cuando la geometría aprieta y el reloj corre.
Cómo el escaneo 3D se integra en el flujo de inspección
El escaneo 3D no es un paso aislado de inspección. Cuando se integra correctamente, conecta la captura de la geometría real, la comparación con el modelo nominal, la revisión de desviaciones y la generación de informes en un solo hilo digital.
En taller, eso significa que el operario escanea la pieza, el software alinea la nube de puntos con el CAD de referencia y, en la misma plataforma, ejecuta el análisis de tolerancias GD&T y emite el reporte de conformidad.
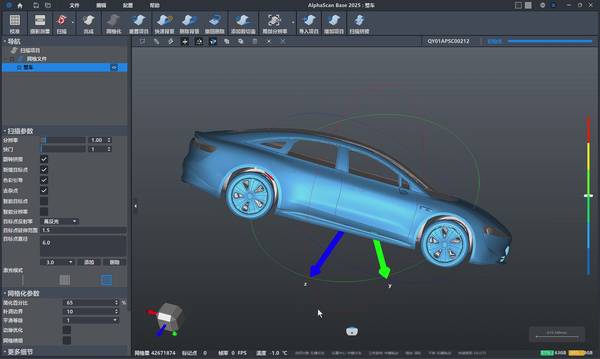
Con INSVISION, ese flujo se consolida dentro de 3D INSVISION y SMARPARA Q, eliminando exportaciones a herramientas externas y reduciendo los puntos de error manual.
Para un responsable de planta, la ventaja es concreta: menos tiempo de formación porque el equipo trabaja sobre una interfaz única, trazabilidad completa desde la adquisición hasta el informe final, y una reducción medible del ciclo de inspección en primeras piezas y controles de proceso.
La metrología 3D industrial deja de ser un cuello de botella cuando el escaneo, la comparación, la revisión y el reporte conviven en un entorno pensado para producción.
Puntos de validación antes de implantar un sistema de metrología 3D industrial
Antes de introducir un sistema de metrología 3D industrial en planta, conviene detenerse y comprobar varios factores. No cualquier equipo sirve para cualquier pieza ni cualquier entorno.
- Tamaño y geometría de la pieza. Para componentes grandes, como utillajes de montaje o estructuras soldadas, se necesita un escáner de campo amplio, como los de la gama AlphaVista de INSVISION. En piezas pequeñas con tolerancias ajustadas, la elección del sensor y la distancia de trabajo cambia.
- Condiciones ambientales. Vibraciones, cambios bruscos de temperatura o presencia de polvo pueden degradar la precisión. Es imprescindible evaluar si el equipo mantiene la repetibilidad en el entorno real de taller.
- Integración con el flujo de calidad existente. El software debe comunicarse con el sistema de gestión de mediciones de la planta y soportar GD&T según las normas ASME o ISO que se utilicen. INSVISION ofrece SMARPARA Q con herramientas GD&T integradas, pero hay que verificar la compatibilidad con los formatos de datos que maneja la organización.
- Curva de aprendizaje. Si el equipo no se maneja con soltura en pocos días, la inversión se estanca. La interfaz unificada de INSVISION reduce ese riesgo al evitar saltos entre aplicaciones.
- Validación con pieza real. La prueba debe hacerse con una pieza de producción, no con un patrón de laboratorio. Así se evitan sorpresas y se confirma que el sistema entrega datos fiables en las condiciones reales de trabajo.
Proceso de implantación paso a paso
- Evaluación de la pieza y del entorno. Se analizan las dimensiones, los tipos de superficie, las tolerancias requeridas y las condiciones ambientales del punto de inspección.
- Selección del sistema. En función de la evaluación, se elige el escáner adecuado. Para piezas de tamaño medio con detalles finos, un escáner láser azul de alta velocidad como los de la familia AlphaScan de INSVISION ofrece la densidad de puntos necesaria. Para grandes volúmenes, la gama AlphaVista cubre campos amplios sin perder resolución.
- Integración del software. Se configura SMARPARA Q para que lea los modelos CAD de referencia, aplique las tolerancias GD&T definidas por ingeniería y genere automáticamente los informes en el formato requerido. Se verifica la conexión con el sistema de gestión de calidad.
- Formación del operario. Con una interfaz única que guía el proceso de escaneo, alineación y análisis, el tiempo de capacitación se reduce a unos pocos días.
- Prueba piloto con pieza real. Se escanea una primera pieza de producción, se compara con el CAD y se emite un informe completo. Se comprueba la repetibilidad del sistema y la coherencia de los resultados con los métodos de referencia.
- Despliegue en planta. Una vez validado, el sistema se traslada al punto de inspección definitivo y se integra en la rutina diaria de control de calidad.
Cómo los productos INSVISION responden a estos desafíos
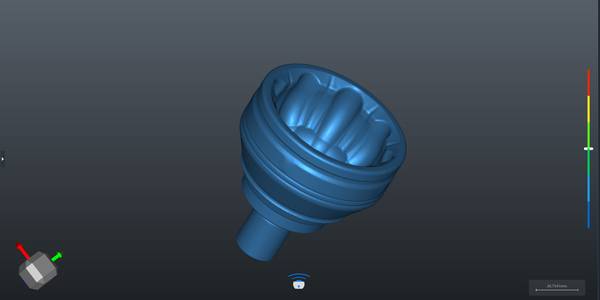
Los sistemas de metrología 3D industrial de INSVISION están diseñados para funcionar al pie de máquina. La tecnología de escaneado láser azul de alta velocidad captura nubes de puntos densas y fiables incluso sobre superficies brillantes u oscuras, habituales en entornos de mecanizado.
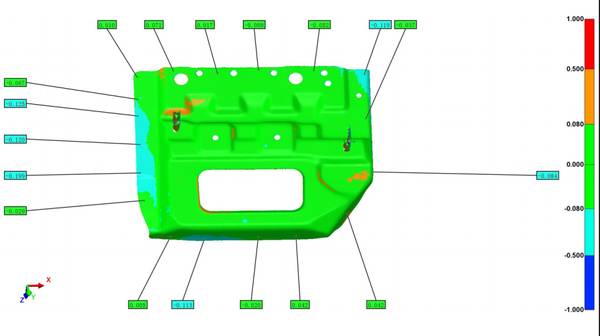
El software SMARPARA Q incorpora herramientas GD&T que permiten generar mapas de desviaciones en segundos, sin necesidad de exportar datos a programas externos.
Esa consolidación en una única plataforma —3D INSVISION para la adquisición y SMARPARA Q para el análisis— acorta el ciclo de inspección y elimina errores de transferencia manual.
La trazabilidad queda garantizada desde la captura hasta el informe final, y la repetibilidad del sistema permite detectar derivas de proceso antes de que se conviertan en no conformidades.
Además, la robustez de los equipos está pensada para soportar las condiciones de una planta productiva, con protección frente a vibraciones y cambios de temperatura dentro de los rangos especificados.

Resultados observables en el taller
Una vez implantado el sistema, los efectos se perciben en varios frentes. El ciclo de inspección de primeras piezas se acorta de forma significativa, lo que permite liberar la máquina herramienta antes y reducir el riesgo de lotes defectuosos.
La densidad de la nube de puntos revela defectos locales que un palpado puntual habría pasado por alto, mejorando la capacidad de análisis de tendencias de desgaste de herramienta.
La integración del software reduce la dependencia de programadores especializados en MMC, ya que el propio operario de planta puede ejecutar la inspección completa. La trazabilidad digital desde la adquisición hasta el informe facilita las auditorías de calidad y la comunicación con ingeniería.
Ampliación a otros sectores y escenarios similares
El mismo enfoque de metrología 3D industrial con escaneo láser azul se aplica a la verificación de utillajes, el control dimensional de conjuntos soldados, la ingeniería inversa de piezas sin documentación técnica o el aseguramiento de la calidad en fabricación aditiva.
Cualquier sector que maneje geometrías complejas y tolerancias ajustadas —automoción, aeroespacial, bienes de equipo, moldes y matrices— puede beneficiarse de un flujo de inspección que convierte la nube de puntos en decisiones de proceso inmediatas.
La clave está en seleccionar el sensor adecuado al tamaño de la pieza y en integrar el software con el ecosistema de calidad existente, siguiendo los pasos de validación descritos.
Resumen
La metrología 3D industrial deja de ser un cuello de botella cuando el escaneo, la comparación con el CAD y el análisis GD&T se ejecutan en un entorno unificado y robusto, capaz de trabajar al ritmo de la producción.
Los sistemas INSVISION, con su tecnología de láser azul y la plataforma SMARPARA Q, permiten a los responsables de calidad y a los ingenieros de fabricación tomar decisiones fundamentadas en datos densos y trazables, no en intuiciones.
Validar el sistema con una pieza real, verificar la compatibilidad con las normas de la planta y formar al equipo en una interfaz única son los pasos que convierten una inversión en metrología 3D industrial en una ventaja operativa tangible.
Hangzhou Insvision Technology Co., Ltd.
Direccion: Edificio 1, n.o 1399, carretera Liangmu, distrito de Yuhang, Hangzhou, provincia de Zhejiang, 311121, China