

精密件质检拖慢产线交付?超精细三维扫描仪直击工艺堵点
干过精密件质检的人都明白一个反常识的现实:图纸上标得清清楚楚的公差带,到了现场往往不是测不测得到的问题,而是根本测不着。注塑模具上的深孔窄缝,孔径小、深度动辄几十毫米,内壁还带拔模斜度,传统接触式三坐标的测针根本伸不进去。即便勉强探到底部,测球半径补偿也会吃掉一大块有效数据,测出来的圆柱度、圆度根本没法用。
质检岗的日常:测不着比测不准更头疼
干过精密件质检的人都明白一个反常识的现实:图纸上标得清清楚楚的公差带,到了现场往往不是测不测得到的问题,而是根本测不着。注塑模具上的深孔窄缝,孔径小、深度动辄几十毫米,内壁还带拔模斜度,传统接触式三坐标的测针根本伸不进去。即便勉强探到底部,测球半径补偿也会吃掉一大块有效数据,测出来的圆柱度、圆度根本没法用。高反光件更让人崩溃——抛光后的镶件、镀铬表面、镜面铣削的电极,激光打上去直接飞散,点云像被啃过一样缺得七零八落,强行拟合出的模型偏差大得离谱。这种数据拿去做首件检验,等于自己骗自己。
问题场景与判断要点
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 质检岗的日常:测不着比测不准更头疼 | 干过精密件质检的人都明白一个反常识的现实:图纸上标得清清楚楚的公差带,到了现场往往不是测不测得到的问题,而是根本测不着。 | 注塑模具上的深孔窄缝,孔径小、深度动辄几十毫米,内壁还带拔模斜度,传统接触式三坐标的测针根本伸不进去。 |
| 超精细三维扫描的选型逻辑:工况反推参数 | 近几个批量项目下来,车间对三维扫描的需求明显变了——不再是“能扫出来就行”,而是“扫出来的数据要能直接上三坐标比对、能直接进加工中心做余量分析”。 | 过去买扫描仪先看精度标称值,0.02毫米还是0.03毫米,参数表上差一点好像区别不大,真到现场用起来才发现完全是两回事。 |
| 从扫描到报告:产线落地的真实收益 | 以前检测一个变速箱壳体,三坐标打点要耗掉大半个班次,碰到异形面还得反复装夹,半天出不了完整报告。 | 现在车间里用AlphaVista手持走一圈,点云实时刷新,二十分钟连采集带比对全搞定。 |
| 同类工况的复用:从涡轮壳体到薄壁叶片 | 很多同行一提到三维扫描仪,第一反应是“这东西只能用在标准件上”,碰到深腔、窄缝、高反光曲面就抓瞎。 | 之前我们在一个涡轮增压器壳体项目上踩过坑,壳体内部流道又深又窄,传统接触式探针根本伸不进去,用蓝光扫描也因内壁反光严重,点云缺了一大片。 |
在产线上跑了几年质检,另一个深坑是用三坐标测量机去检巴掌大的精密压铸件。单件测量时间动辄四十分钟,全检根本排不过来,抽检又怕批次性偏差漏过去。深腔里的装配定位孔和密封槽,测针伸不进去、角度转不过来,最后只能靠老师傅用塞规和手感去“估”。当公差带压到几个丝以内,手感再准也替代不了数据,而接触式探针的测力本身就会在薄壁件或柔性材质上引入微变形,测出来的值本身就带着误差。普通结构光扫描仪打黑色或高反光表面,要么点云缺片严重,要么边缘飞点一堆,后处理补孔补到怀疑人生。这些卡点堆在一起,质检环节就成了产线交付的瓶颈。
超精细三维扫描的选型逻辑:工况反推参数
近几个批量项目下来,车间对三维扫描的需求明显变了——不再是“能扫出来就行”,而是“扫出来的数据要能直接上三坐标比对、能直接进加工中心做余量分析”。过去买扫描仪先看精度标称值,0.02毫米还是0.03毫米,参数表上差一点好像区别不大,真到现场用起来才发现完全是两回事。一个典型场景是精密压铸件巡检:工件刚从机床下来,表面还有微量切削液残留,车间温度也没恒温到计量室标准,这时候把设备架起来一测,点云抖不抖、边缘锐不锐、深腔窄槽能不能吃进去,直接决定了这一批次能不能放行。
启源视觉AlphaVista超精细三维扫描仪在这种工况下用得比较多。它的50束交叉蓝色激光线在扫描深孔和窄缝时,点云密度不会断崖式下跌,这是我们在现场反复验证过的。高反光件更直接——不用喷粉,不用消光处理,扫描策略里调低曝光参数,避开饱和区,靠交叉线激光把有效轮廓从强反射背景里抠出来。以前卡在半天的活,现在扫完直接导出比对色谱图,超差区域一眼定位。
选型这件事,踩过坑的都知道不能只看单一指标。超精细三维扫描的评估要回到工件本身去反推。如果是中小型机加工件做首件检验,精度是硬门槛,AlphaVista的0.020毫米计量级精度够用,但更关键的是数据能不能直接导入现有的检测软件做尺寸分析和形位公差评价,中间转格式丢不丢特征,这才是影响效率的地方。反过来,如果面对的是钣金件或者内饰件这类曲面复杂、材质偏暗的工件,扫描策略和光学适应性就比精度标称值更重要——黑色表面不打粉能不能一次扫全、高反光区域会不会产生飞点,这些细节在选型评估时往往被忽略,上了产线才暴露问题。超精细三维扫描的选型适配逻辑,本质上是一套工况反推参数、参数匹配流程的验证闭环,而不是对着产品手册勾选功能项。
从扫描到报告:产线落地的真实收益
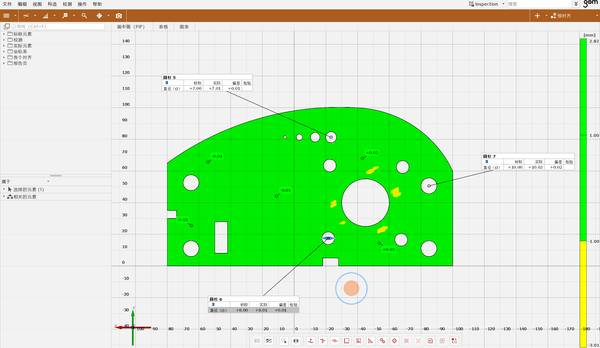
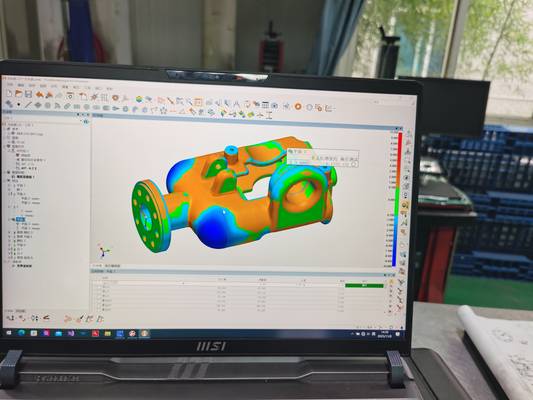
以前检测一个变速箱壳体,三坐标打点要耗掉大半个班次,碰到异形面还得反复装夹,半天出不了完整报告。现在车间里用AlphaVista手持走一圈,点云实时刷新,二十分钟连采集带比对全搞定。流程不复杂:扫描前给工件贴几个定位标记点,设备开机自检,标定板晃一下,一分钟完成校准。现场采集时,五十束交叉蓝光打上去,深腔窄缝、高反光面都不用喷粉,死角位置稍微倾斜扫描头,数据照样补得齐。点云拖进软件自动拼接,勾选去噪、补洞,几分钟导出网格模型。最后套上数模做比对,偏差彩图一放,哪个位置超差一目了然,质检报告当场就能签。
效率上来了,数据的说服力也跟着变了。以前三坐标出报告,测点密度有限,曲面过渡区域的偏差容易被漏掉,品管和模具车间扯皮是家常便饭。AlphaVista单次扫描百万级点云,型面偏差分布一目了然。我们做过内部比对,同一副模具,扫描数据与三坐标关键尺寸的偏差稳定在0.02毫米以内,但扫描数据给出的全域偏差分布,让修模方向更明确。数据密度不够的时候,靠经验猜着修模,返工两三次不稀奇;现在数据摆在那里,修哪里、修多少,不用吵。
报告合规性这块,变化更实在。主机厂审核要求提供首件全尺寸检测报告,以前凑测点、补数据,一套报告整理下来半天就没了。现在AlphaVista扫完,软件直接输出带色谱图、截面分析和尺寸标注的检测报告,格式符合国标要求,数据可追溯。审核老师来了,打开工程文件,原始点云、比对基准、偏差色谱全链路可查,不用再翻纸质记录本对签字。这种透明性,让质量体系落地不再是走形式。
同类工况的复用:从涡轮壳体到薄壁叶片
很多同行一提到三维扫描仪,第一反应是“这东西只能用在标准件上”,碰到深腔、窄缝、高反光曲面就抓瞎。之前我们在一个涡轮增压器壳体项目上踩过坑,壳体内部流道又深又窄,传统接触式探针根本伸不进去,用蓝光扫描也因内壁反光严重,点云缺了一大片。换了AlphaVista之后,50束交叉蓝色激光线打进去,配合设备自带的曝光自适应算法,深孔里的轮廓一次就拉出来了。扫描完直接导入比对软件,和原始数模做壁厚分析,偏差分布一目了然,不用再靠老师傅用手电筒照着估。

这个方案真正省事的地方在于,它把“能不能扫”和“扫完怎么用”两个环节打通了。汽车零部件里的缸体、阀体、转向节,模具行业里的深筋位、窄槽,航空航天里的薄壁叶片、焊接坡口,本质上都是同一类问题:几何特征藏在遮挡区,材质要么高反光要么吸光。AlphaVista的轻量化手持设计只有1070克,操作员单手举着扫半小时也不累,现场直接出计量级精度的点云数据,精度稳定在0.020毫米以内。扫完的数据可以转成CAD模型做逆向,也可以直接上检测平台做全尺寸偏差分析,一条线跑下来,从扫描到出报告,中间不用来回倒腾格式。这种工况下设备能扛住、数据能对齐、报告能直接拿去评审,比什么参数都实在。





